用途
・鋼、燒結金屬、冷硬鑄鐵、FCD等材質的凸輪輪廓磨削
・曲軸磨削
・超高速磨削(可達到200m/s)

特點
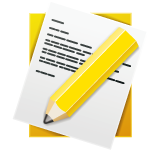
■VC12
磨削阻力小,有助於減輕磨削熱造成的熱損傷
・均勻的結構及特殊的設計,提高了砂輪的切削力。
・磨粒保持力強,磨削性能安定,使用壽命長。
・磨削阻力小,可減少磨削熱的發生,防止磨削燒傷及工件的硬度下降。
VC16
スタンダードタイプ
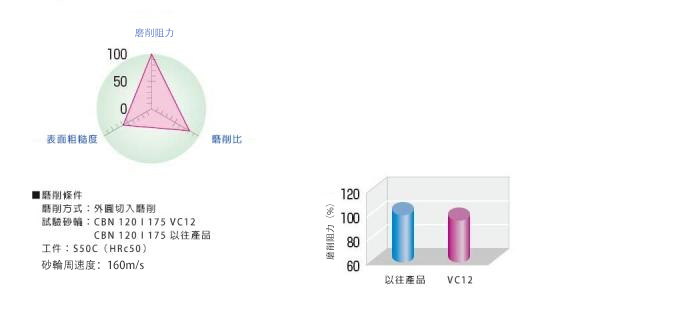
■VC16
標準型
・使用高性能結合劑,延長了砂輪修整間隔,可獲得較高的生產力。
・此款砂輪在磨削凸輪軸和曲軸等廣泛用途上可發揮卓越的成本效益。
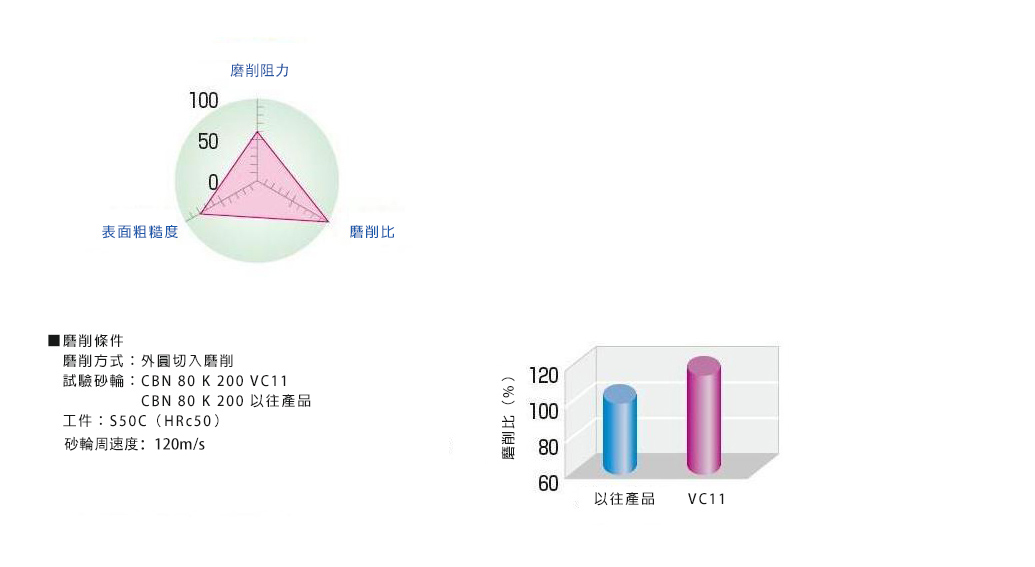
■VC11
高磨除率
・使用強固的結合劑,且結構均勻,可發揮高磨除率及長久的使用壽命。
・由於能維持高磨削性能,可延長砂輪的修整間隔。
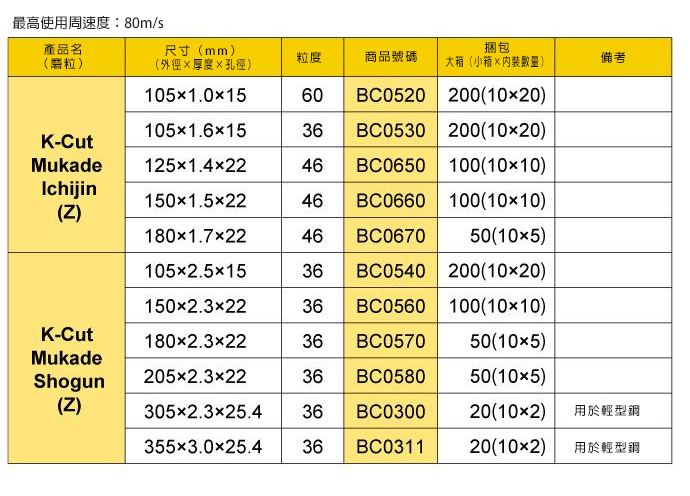
用途
・K-Cut Mukade Ichijin:
薄鋼板、波浪形鍍鋅鐵皮、小口徑圓棒、不鏽鋼薄板
的切割
・K-Cut Mukade Shogun:
≪φ105 ~ 205≫
構造用鋼、不鏽鋼、小口徑圓棒等的切割
≪φ305、355≫
鍍鋅鋼板:多種結構鋼(天花板骨架、牆體骨架)
構造用鋼:圓棒、扁鋼、角鋼、型鋼及薄鋼板
STK/SGP 炭鋼鋼管:水管、煤氣管等管線
不鏽鋼:圓形、矩形不鏽鋼管、圓棒及扁鋼

特點
■K-Cut Mukade Ichijin:
1.由於此款砂輪的厚度極薄(厚度1.0mm-1.7mm),在高速切割時能獲得非常出色的切割效果。
2.採用新開發的高性能結合劑,切割面的磨削燒傷及毛刺、毛邊比以往的切割砂輪少。
3.此砂輪(厚度1.6mm、直徑105mm)的切斷速度比『Mukade Shogun』(厚度2.5mm、直徑105mm)高、
使用壽命比『Mukade Ichijin』(厚度1.0mm、直徑105mm)長。
■K-Cut Mukade Shogun:
此款砂輪採用氧化鋯磨粒和新開發的高性能結合劑,具有非常出色的切割能力及長久的使用壽命。
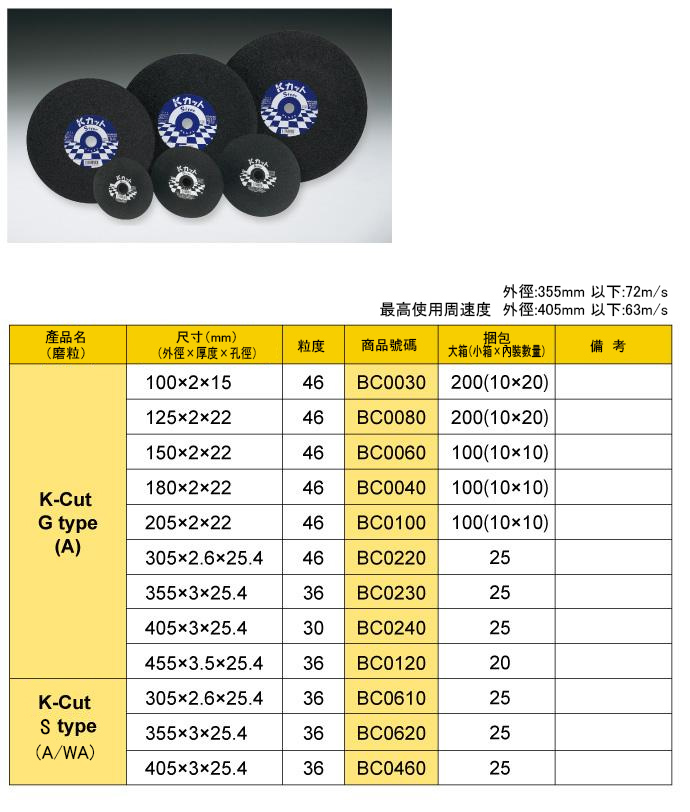
用途・特點
【用途】
・K-Cut G type:
構造用鋼(角鋼、槽鋼、圓管)等的切割
・K-Cut S type:
重量鋼、特殊鋼材(不鏽鋼、鑄鐵)等的切割
【特點】
■K-Cut G type:
此款砂輪為標準型切割砂輪,適用於各種構造用鋼。
■K-Cut S type:
此款砂輪使用高性能磨粒,並採用特殊製法,適用於重量鋼及特殊鋼材。
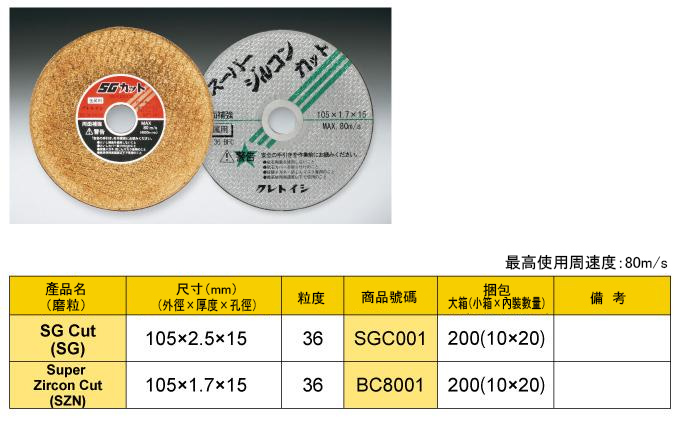
用途・特點
【用途】
・輕量鐵骨、薄鋼板、小口徑金屬圓棒、圓管等的切割
【特點】
■SG Cut:
此款砂輪使用高性能SG陶瓷磨粒,具有驚人的切削力及長久的使用壽命。
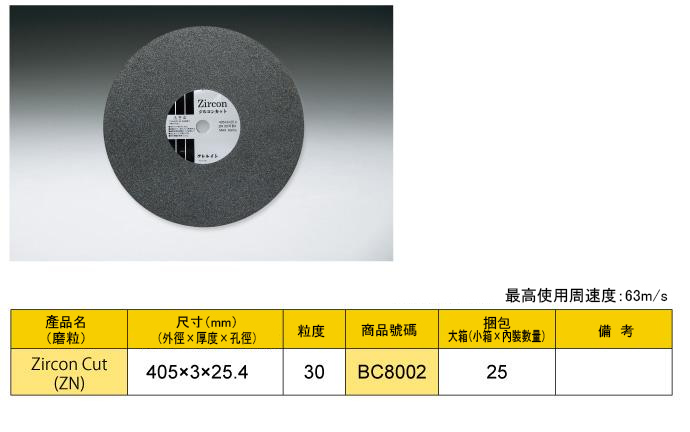
■Super Zircon Cut:
此款砂輪因使用氧化鋯磨粒、加上砂輪1.7mm的薄度,而有非常好的切削力,能大幅縮短切割時間。
用途・特點
【用途】
・構造用鋼(角鋼、槽鋼、圓管)等的切割
【特點】
■透過使用氧化鋯磨粒,能以較低的負荷進行切割,進而發揮長久的使用壽命。
用途
・構造用鋼、不鏽鋼的焊接部焊道打磨、
毛刺去除及表面精磨

特點
■Gold Tentomushi Touch:
使用高性能的SG磨粒(引晶凝膠製法的陶瓷氧化鋁磨粒),切削力良好,使用壽命比標準型砂輪『天道蟲Touch』長,
有助於提高生產率。適用於與修整砂輪相近的作業。
■Silver Tentomushi Touch :
使用高性能的SG磨粒(引晶凝膠製法的陶瓷氧化鋁磨粒),切削力卓越,使用壽命比標準型砂輪『天道蟲Touch』長,
有助於提高生產率。此款砂輪適用的粒度範圍大(36~120)。
■Tentomushi Touch :
此款砂輪為標準型彈性砂輪,具有適當的緩衝性,磨削性能、表面加工效果良好。
■Tentomushi Touch Soft :
此款砂輪比標準型彈性砂輪『天道蟲Touch』更具緩衝性,適用於平面磨削,可獲得良好的表面加工效果。
因使用高性能磨粒,切削力良好,有助於減少薄鋼板、不鏽鋼和構造用鋼的表面磨削燒傷。

用途・特點
【用途】
・構造用鋼、不鏽鋼的焊接部焊道打磨、去除毛刺及表面精磨
【特點】
■Powerful Tentomushi Z36:
此款砂輪為錐形構造,且有深又寬的溝,使砂輪的磨削性能非常出色,並可長久維持良好的切削力。
此款砂輪有助於改善以往的磨削作業,提高加工效率。
■Super Tentomushi:
因比以往的彈性砂輪具緩衝,容易貼服於作業表面。
此款砂輪具有很好的磨削性能,用於各種鋼材(型鋼及不鏽鋼等)都可獲得良好的表面加工效果。
「無墊片」的產品設計,有助於操作人員簡便地安裝砂輪。

用途・特點
【用途】
・構造用鋼、不鏽鋼的焊接部焊道打磨、去除毛刺及表面精磨
【特點】
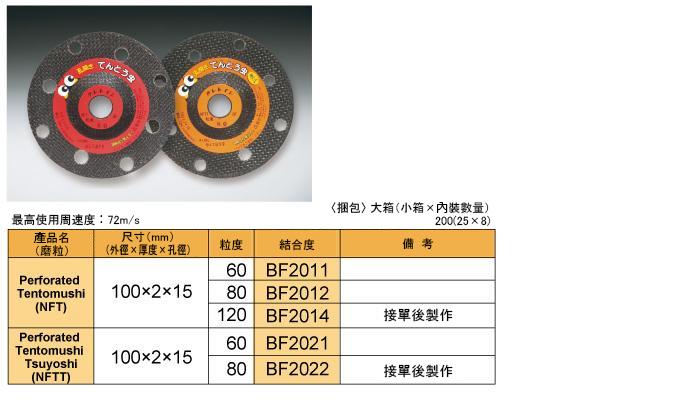
■此款砂輪具有高性能的圓孔設計(砂輪開有8個通孔)。
透過圓孔設計:
1. 在磨削時能掌握磨削區域的情況,有助於提高生產力。
2. 能促進磨削區域中的空氣流通,有助於切削作業冷卻。
■『Perforated Tentomushi Tsuyoshi』的使用壽命比有8個通孔的『Perforated Tentomushi』長。
用途
・去除鑄鐵及其他材料的毛刺
・磨平各種金屬(構造用鋼、不鏽鋼等)焊接部的焊道

特點
■Super Zircon/Zircon:
此款高性能修整砂輪使用氧化鋯磨粒,磨削性能良好,且使用壽命長。
■Zircon Ace:
此款高性能修整砂輪使用氧化鋯磨粒,磨削效率卓越,且使用壽命長,
比『Super Zircon』和『Zircon』更容易貼服於工件的表面。

用途
・去除碳鋼(未焠火材料)及其他材料的毛刺
・磨平各種金屬(構造用鋼、不鏽鋼等)焊接部的焊道
特點
■A/WA:
此款標準型修整砂輪在磨削構造用鋼時,能發揮良好的磨削性能。
■不鏽鋼用:
此款修整砂輪採用高切削力的磨粒,提高對不鏽鋼的磨削性能。

用途
・軸承內外輪的內圓磨削

特點
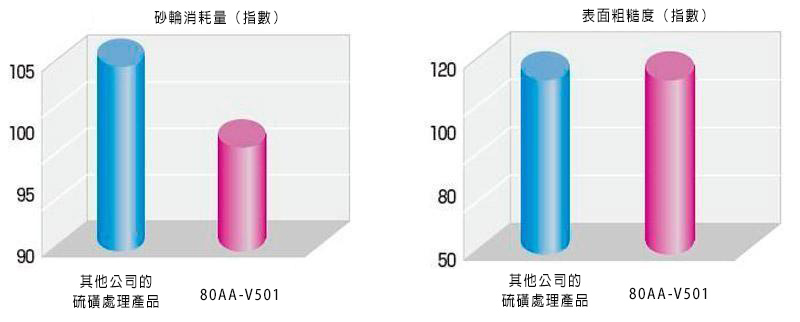
■兼具性能與環境保護
此款內圓磨削砂輪為「80AA」磨粒與「V501」高性能結合劑的組合,與經過硫磺處理的砂輪相比,
不但具有同等以上的性能,而且對環境保護有益。
用途
・所有的無心磨削
・成形磨削的切入法無心磨削
・CBN無心磨削

特點
■延長砂輪修整間隔
因採用耐磨耗性出色的TZ磨粒及特殊的內部構造,形狀保持力極佳。
與以往的產品相比,導輪TZ的磨耗量降低約38%。
■防止打滑
結合劑使用特殊硬質橡膠,可防止工件打滑。

用途
・軸承內外輪、滾子的磨削
・汽車零件等的磨削

特點
■因使用高性能結合劑,在各種無心磨削時,磨削性能良好、使用壽命長,並能確保高精度的真圓度和圓柱度。

用途
・軸承內外輪、滾子的磨削
・鋼棒磨削
・活塞銷磨削
・進氣閥磨削
特點
■透過使用專為無心磨削開發的低彈性結合劑,可準確地按照磨床設定的進刀量進行磨削,
即使是剛度低的工件也能確保高精度的真圓度和圓柱度。

用途
・橡膠軋輥磨削
・樹脂軋輥磨削
・聚氯乙烯的磨削
・塑膠的磨削
特點
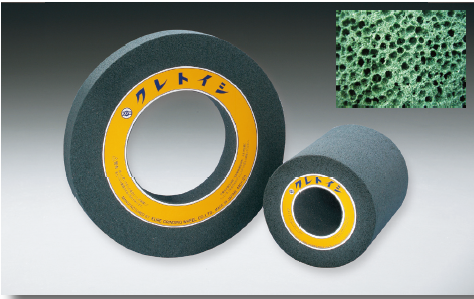
■獨有的球形氣孔構造
由於具有較大的球形氣孔而有以下的效果:
・冷卻性良好,不易發生磨削燒傷
・切屑的排出性良好,不易堵塞氣孔
・磨粒切入性好,切削力穩定
因此,特別適合用於橡膠軋輥・樹脂軋輥的磨削。
■磨削穩定,刮傷少
因採用改良過的高強度結合劑,不易發生磨粒大量脫落而造成的表面刮傷,能達到穩定的磨削。
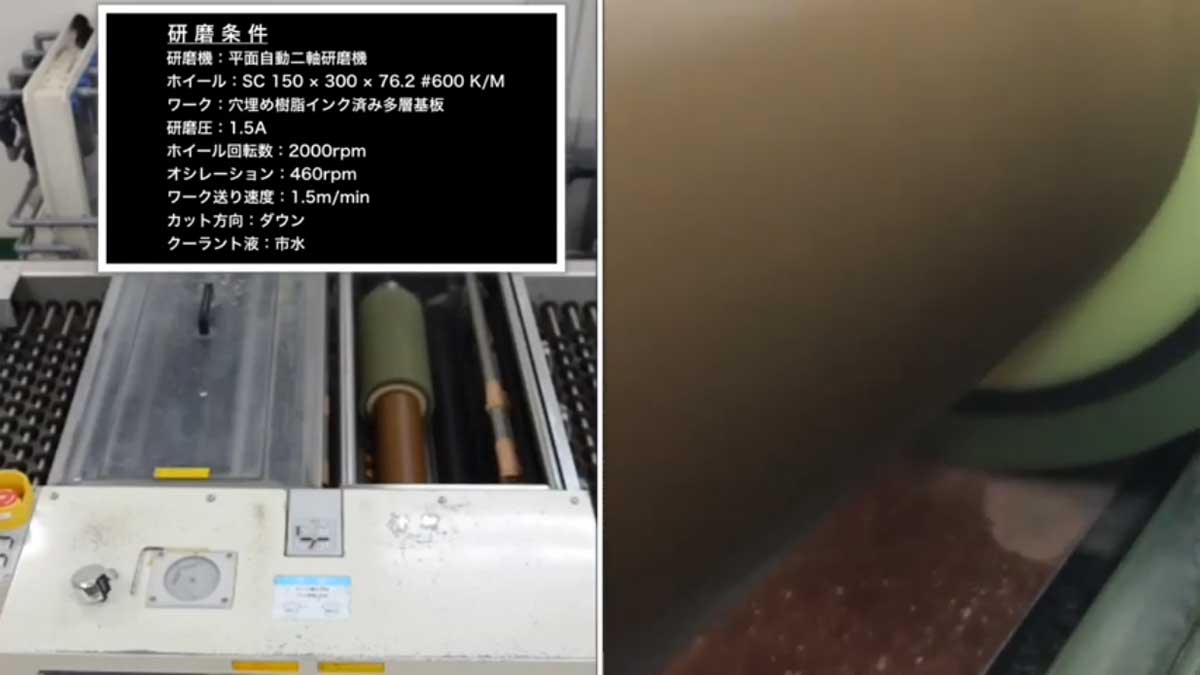
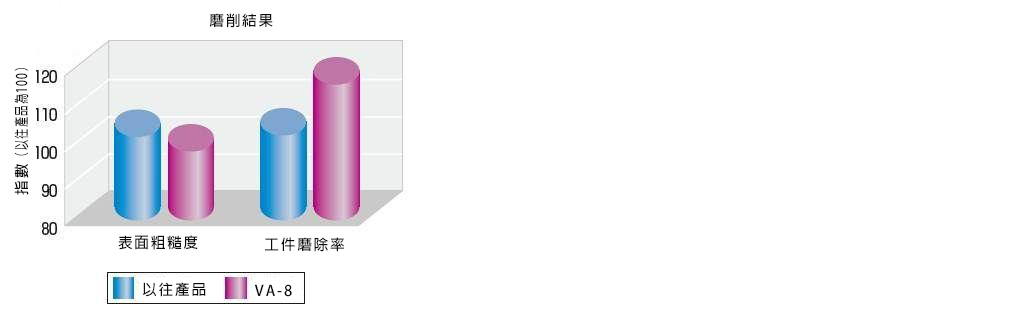
加工事例
■磨削條件
・磨削方式: 平面濕式縱向磨削
・砂輪規格: 205 × 15 × 50.8 GC 120 D C VA-8
205 × 15 × 50.8 GC 120 DV 以往的結合劑
・工件材質: 丁腈橡膠
・砂輪周速度: 30m/s
・工作台進給速度: 0.6m/s
・交叉進給量: 5mm/pass
・進刀量: 0.030mm/pass
・移除量: 1mm
・砂輪整修器: 棱柱狀修整器
・研削液: KURE CUT NS201(2%)
■結果
經確認,與以往的產品相比,表面粗糙度質量提高約5%,工件移除率提高約13%。
用途
・軸承滾子的精磨
・避震器的精磨
・活塞銷的精磨
・進氣閥的精磨
・辦公自動化設備的軸件精磨
特點
■依客戶需求,可提供大範圍的彈性模數供選擇
從重視切削力和尺寸精度的高彈性模數,到重視表面粗糙度的低彈性模數,
客戶可依用途及需求從大範圍的彈性模數中做選擇。
■複合式構造可實現粗磨~精磨的一次性加工
可將多種規格結合於一顆砂輪。這種多層構造砂輪在無心貫穿式磨削時
可在1個行程內進行粗磨與精磨加工。

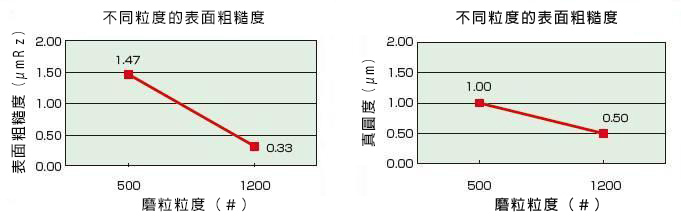
加工事例
■磨削條件
・磨削方式 : 外圓濕式縱向磨削
・砂輪規格 : 405 × 25 × 152.4 WA 500 Q 2 PF2
405 × 25 × 152.4 WA 1200 E 9 PF2
・工件材質 : S45C(未淬火材料)
・砂輪周速度 : 33m/s
・工件周速度 : 0.33m/s
・工件進給速度 : 0.02m/s
・進刀量 : φ 10μm/pass
・研削液 : KURE CUT NS201(2%)
■結果
用途
・軸承、汽車零件等的雙邊平面磨削
特點
■樹脂結合劑砂輪
工件與砂輪接觸面積大的加工作業,因磨削熱導致的精度降低是一大問題。
為此,此款砂輪透過使用特殊樹脂及填充劑,可以提高生產性,並同時防止磨削燒傷及磨削裂紋。
■環氧樹脂結合劑砂輪
此款砂輪是為了未淬火材料等的重磨削加工用而開發,透過使用特殊的環氧樹脂結合劑,
可以提高生產性,並同時防止磨削燒傷。此砂輪還廣泛用於高硬度材料的磨削。
產品資訊


最新消息
動画