用途
・淬火鋼、合金鋼、工具鋼、不鏽鋼的磨削

特點
■磨石使用於垂直平面研磨。
有SG及35A兩種類型。
用途
・檢查汽車等的車身表面是否有異常凹凸或歪斜變形
在品質檢查上有良好的效果
特點
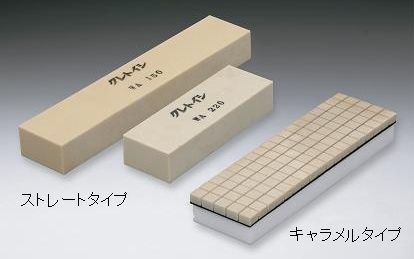
■最小限の研削面で従来品と同じ検出が可能です。
■能夠以最小的磨削面達到與以往產品同等的檢查效果。
由於磨石具有彈性,不會因磨石邊緣棱角造成刮傷。
即使作業中磨石脫落也不至於缺損,所以能不浪費地使用到最後。
同時因使用強韌的結合劑,磨粒脫落少,耐久性良好。
CARAMEL TYPE在縱、橫兩個方向都具有彈性,因此對複雜曲面的貼合性十分卓越。

用途
・軸承內外輪的內圓磨削

特點
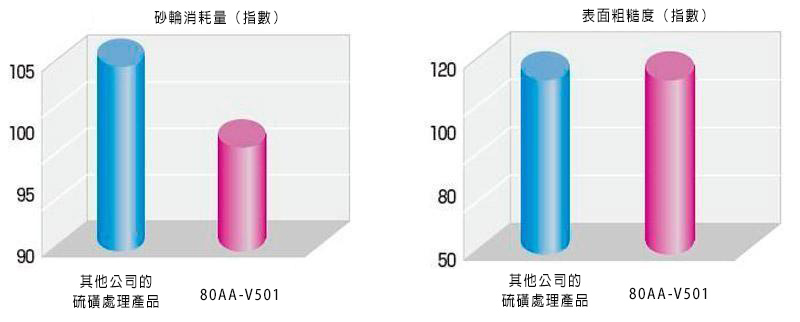
■兼具性能與環境保護
此款內圓磨削砂輪為「80AA」磨粒與「V501」高性能結合劑的組合,與經過硫磺處理的砂輪相比,
不但具有同等以上的性能,而且對環境保護有益。
用途
・所有的無心磨削
・成形磨削的切入法無心磨削
・CBN無心磨削

特點
■延長砂輪修整間隔
因採用耐磨耗性出色的TZ磨粒及特殊的內部構造,形狀保持力極佳。
與以往的產品相比,導輪TZ的磨耗量降低約38%。
■防止打滑
結合劑使用特殊硬質橡膠,可防止工件打滑。

用途
・軸承內外輪、滾子的磨削
・汽車零件等的磨削

特點
■因使用高性能結合劑,在各種無心磨削時,磨削性能良好、使用壽命長,並能確保高精度的真圓度和圓柱度。

用途
・軸承內外輪、滾子的磨削
・鋼棒磨削
・活塞銷磨削
・進氣閥磨削
特點
■透過使用專為無心磨削開發的低彈性結合劑,可準確地按照磨床設定的進刀量進行磨削,
即使是剛度低的工件也能確保高精度的真圓度和圓柱度。

用途
・扁鋼胚、小鋼胚、大鋼胚的鋼坯磨削作業

特點
■因切削力與耐久性間達到良好的平衡,成本效率(磨削量/消費電力)大幅提高。
另外,由於提高了砂輪的耐熱性、耐衝擊性,使用於溫間磨削及熱間磨削也很安全。
用途
・脆性材料的鏡面加工

特點
■磨削脆性材料時,可在不造成損傷的情況下達到高性能加工
因特殊的彈性效果及牢固的磨粒保持力,可緩衝磨削工件時的作用力並達到穩定的磨粒切入量。
適用於易產生缺口和裂紋的脆性材料的高效能加工。
■依客戶需求,可提供大範圍的彈性模數供選擇
從重視切削力和尺寸精度的高彈性模數,到重視表面粗糙度的低彈性模數,
客戶可依用途及需求從大範圍的彈性模數中做選擇。
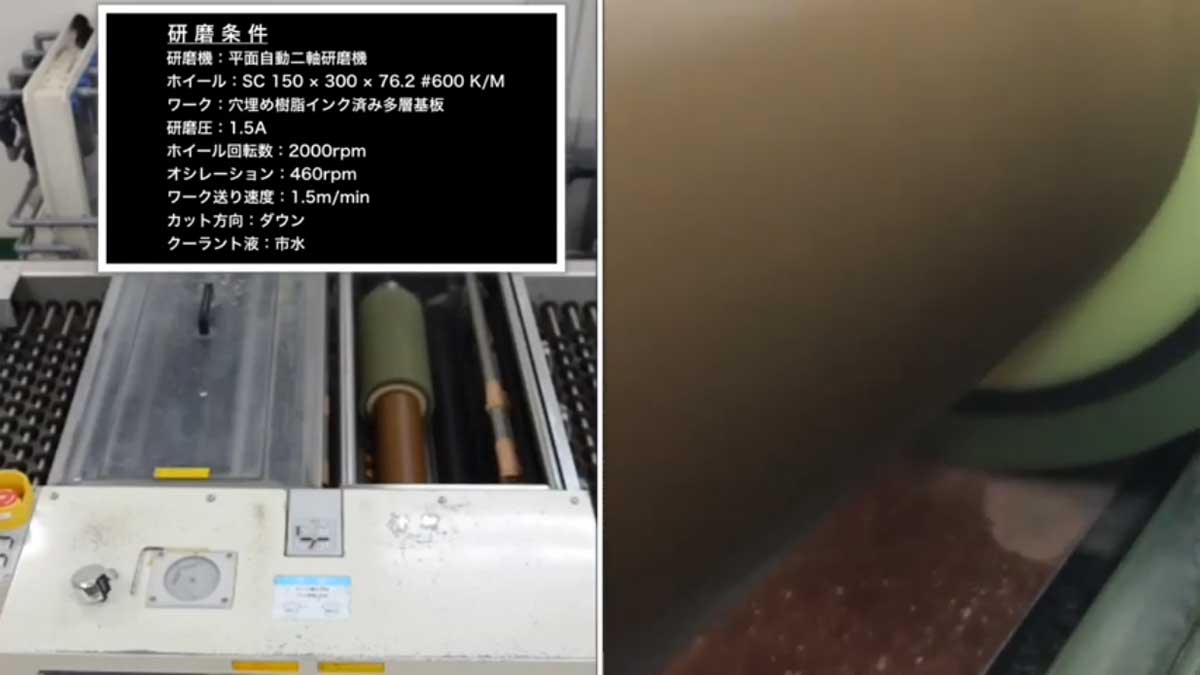
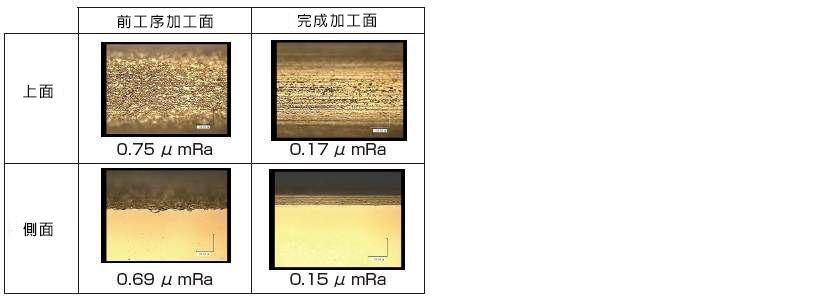
加工事例
■磨削條件
・磨削方式: 平面濕式切入磨削
・砂輪規格: 205 × 15 × 50.8 GC 220 K 6 PF3
・工件材質: TFT 玻璃
・前工序加工砂輪: 金屬結合劑金剛石砂輪(#400)
・砂輪周速度: 33m/s
・工作台速度: 5m/s
・進刀量: 2μm/pass
・研削液: 水
■結果
用途
・軸承滾子的精磨
・避震器的精磨
・活塞銷的精磨
・進氣閥的精磨
・辦公自動化設備的軸件精磨
特點
■依客戶需求,可提供大範圍的彈性模數供選擇
從重視切削力和尺寸精度的高彈性模數,到重視表面粗糙度的低彈性模數,
客戶可依用途及需求從大範圍的彈性模數中做選擇。
■複合式構造可實現粗磨~精磨的一次性加工
可將多種規格結合於一顆砂輪。這種多層構造砂輪在無心貫穿式磨削時
可在1個行程內進行粗磨與精磨加工。

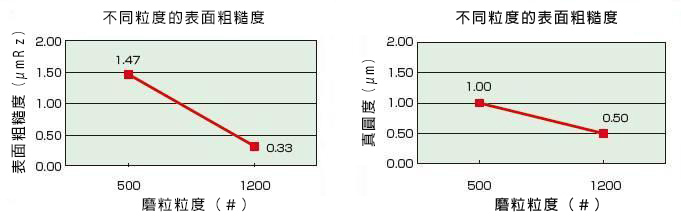
加工事例
■磨削條件
・磨削方式 : 外圓濕式縱向磨削
・砂輪規格 : 405 × 25 × 152.4 WA 500 Q 2 PF2
405 × 25 × 152.4 WA 1200 E 9 PF2
・工件材質 : S45C(未淬火材料)
・砂輪周速度 : 33m/s
・工件周速度 : 0.33m/s
・工件進給速度 : 0.02m/s
・進刀量 : φ 10μm/pass
・研削液 : KURE CUT NS201(2%)
■結果
用途
・鋼鐵系材料的鏡面加工
・鋁、銅、鈦等其他軟質金屬的鏡面加工

特點
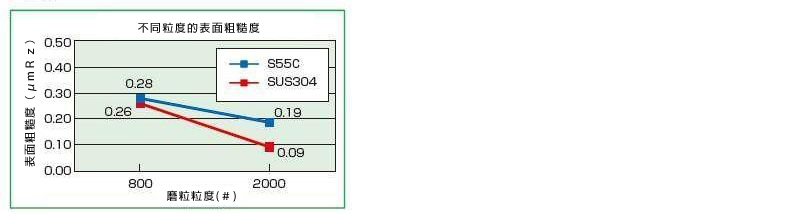
■鏡面加工時極少發生刮傷
每顆磨粒都有均勻的塗層,且結合劑具有適度的彈性,因此加工時不易發生刮傷,
可以達到精美的鏡面加工。
■研磨軟質金屬材料時不會發生氣孔堵塞
氣孔的平均分布程度最大可達到70vol%,研磨金屬材料時不會出現氣孔堵塞及磨屑熔化後
黏附在砂輪表面的現象,能達到穩定的研磨。

加工事例
■磨削條件
・磨削方式 : 平面濕式縱向磨削
・砂輪規格 : 205 × 19 × 50.8 GC 2000 F 2 BFT3
205 × 19 × 50.8 GC 800 F 4 BFT3
・工件材質 : S55C(未淬火材料)
SUS304
・砂輪周速度:30m/s
・工作台速度:0.33m/s
・進刀量:2.0μm/pass
・研削液:KURE CUT NS201(2%)
■結果
用途
・燃氣渦輪發動機等的葉片磨削

特點
■因特殊的多孔質結構,可流入大量的磨削液,減少磨削熱發生,獲得精準的加工精度。
■由於可以對砂輪的組織、氣孔進行精細的調整,因此砂輪結構均勻,磨削效果穩定。
產品資訊


最新消息
動画