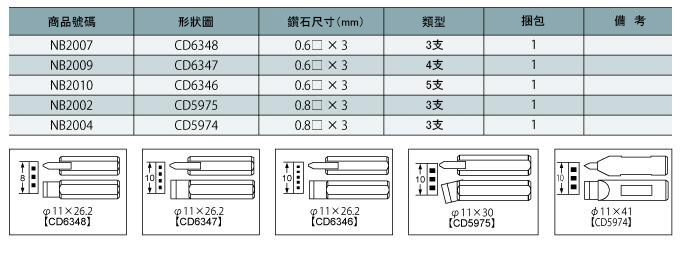
用途
・鑽石/CBN砂輪的修整和修銳

特點
■此修整器可以滿足客戶所要求的精度,且成本效益比也十分出色。
■透過使用嚴格挑選的鑽石,可抑制磨耗,因此使用壽命長。
■可以提供最適當的切削力。
用途
・普通砂輪的修整和修銳

特點
■採用高性能的棱柱狀鑽石,並用特殊的結合劑固定,因此鑽石尖端保持一定的作業面積,可確保修整方法標準化,
且易於自動化操作。
用途
・普通砂輪的修整和修銳

特點
■此修整器是由多顆鑽石原石燒結而成,因使用壽命長、進給速度可調快,能縮短作業時間。
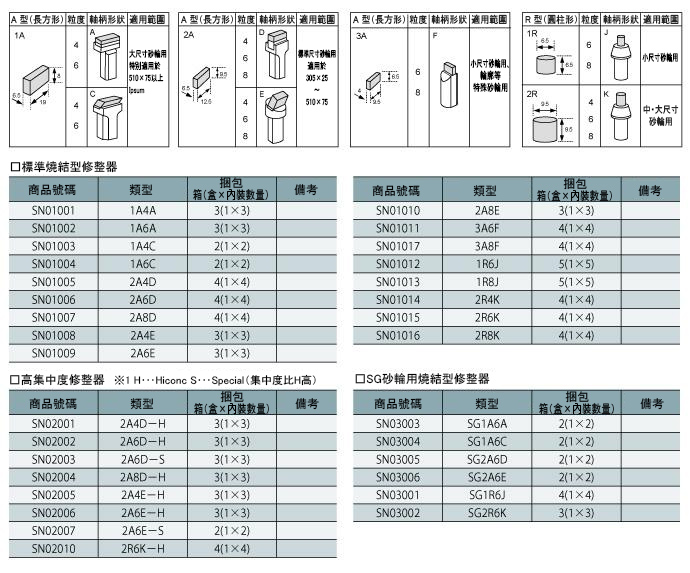
用途
・普通砂輪的修整和修銳

特點
■將天然鑽石(0.5ct~1.5ct)鑲嵌於軸柄頂端。
・SG砂輪用:使用純度更高的天然鑽石。
・BC修整器:重視經濟效益的一次性單石修整器。

用途
・由硬質合金及陶瓷製成的引擎零件(銷等)
・由陶瓷製成的軸承零件(滾子、滾針)
・由硬質合金及陶瓷製成的切削工具(鑽頭等)
・由硬質合金及陶瓷製成的棒材
・磁性材料等

特點
陶瓷結合劑鑽石砂輪
・由於磨粒保持力強,可保持穩定的切削力,並延長砂輪修整間隔,有助於降低加工成本。
・透過長年累積的砂輪製造技術,可提供無接縫的一體成型砂輪及黏貼組合型砂輪。
・無接縫的一體成型無心磨削砂輪最適合用於高精度的無心磨削。
樹脂結合劑鑽石砂輪
・砂輪具有自銳作用,切削力穩定,操作簡單。
・結合劑的強度比以往產品高,砂輪使用壽命長。
用途
・軸承零件(滾針、滾子、外輪)
・引擎零件(燃油噴嘴)
・機械零件(銷、馬達軸心等)
・切削工具(鑽頭等)
・銷、針
・其他細的物品
・工具鋼、構造用合金鋼、軸承鋼、鑄件等
特點
陶瓷結合劑CBN砂輪
・由於磨粒保持力強,可保持穩定的切削力,並延長砂輪修整間隔,有助於降低加工成本。
・透過長年累積的砂輪製造技術,可提供無接縫的一體成型砂輪及黏貼組合型砂輪。
・無接縫的一體成型無心磨削砂輪最適合用於高精度的無心磨削。
樹脂結合劑CBN砂輪
・砂輪具有自銳作用,切削力穩定,操作簡單。
用途
・所有的無心磨削
・成形磨削的切入法無心磨削
・CBN無心磨削

特點
■延長砂輪修整間隔
因採用耐磨耗性出色的TZ磨粒及特殊的內部構造,形狀保持力極佳。
與以往的產品相比,導輪TZ的磨耗量降低約38%。
■防止打滑
結合劑使用特殊硬質橡膠,可防止工件打滑。

用途
・軸承內外輪、滾子的磨削
・汽車零件等的磨削

特點
■因使用高性能結合劑,在各種無心磨削時,磨削性能良好、使用壽命長,並能確保高精度的真圓度和圓柱度。

用途
・軸承內外輪、滾子的磨削
・鋼棒磨削
・活塞銷磨削
・進氣閥磨削
特點
■透過使用專為無心磨削開發的低彈性結合劑,可準確地按照磨床設定的進刀量進行磨削,
即使是剛度低的工件也能確保高精度的真圓度和圓柱度。

用途
・軸承滾子的精磨
・避震器的精磨
・活塞銷的精磨
・進氣閥的精磨
・辦公自動化設備的軸件精磨
特點
■依客戶需求,可提供大範圍的彈性模數供選擇
從重視切削力和尺寸精度的高彈性模數,到重視表面粗糙度的低彈性模數,
客戶可依用途及需求從大範圍的彈性模數中做選擇。
■複合式構造可實現粗磨~精磨的一次性加工
可將多種規格結合於一顆砂輪。這種多層構造砂輪在無心貫穿式磨削時
可在1個行程內進行粗磨與精磨加工。

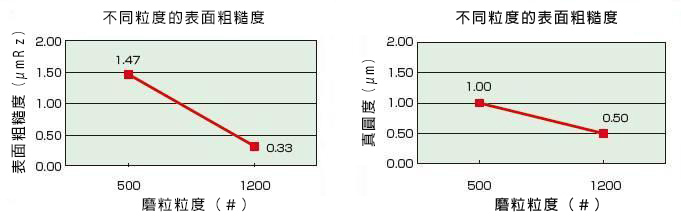
加工事例
■磨削條件
・磨削方式 : 外圓濕式縱向磨削
・砂輪規格 : 405 × 25 × 152.4 WA 500 Q 2 PF2
405 × 25 × 152.4 WA 1200 E 9 PF2
・工件材質 : S45C(未淬火材料)
・砂輪周速度 : 33m/s
・工件周速度 : 0.33m/s
・工件進給速度 : 0.02m/s
・進刀量 : φ 10μm/pass
・研削液 : KURE CUT NS201(2%)
■結果
用途
【V201結合劑、V208結合劑】
・合金鋼、工具鋼、淬火材料等難加工材料的所有精密磨削
【V303結合劑】
・斜進式磨削
・無心磨削
・其他所有精密磨削
特點
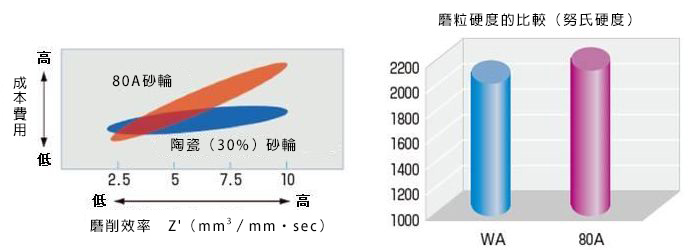
■何謂80A磨粒
80A磨粒是將經過嚴選的原材料以高度的技術製成的單結晶氧化鋁磨粒。
與WA磨粒相比,它硬度高、且會產生微破碎,在提高砂輪壽命、降低磨削阻力方面可發揮很大的效果。
且用於磨削效率較低(Z'為3以下)的加工時,80A磨粒砂輪所發揮出的成本效益比可高於陶瓷磨粒砂輪。
■能最大限度地發揮出80A磨粒特點的專用結合劑
□V201 標準型
□V208 高結合度型
□V201R、V208R 準大氣孔型
□V201P 大氣孔型
□V203 超大氣孔型
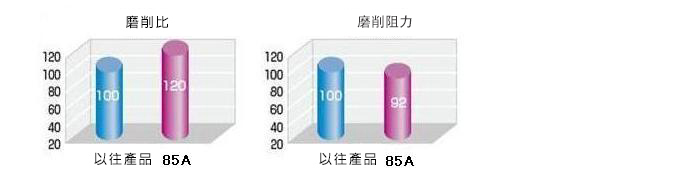
■何謂85A砂輪
85A砂輪是為追求比以往的粉紅色氧化鋁砂輪更好的磨削效果而開發的產品。
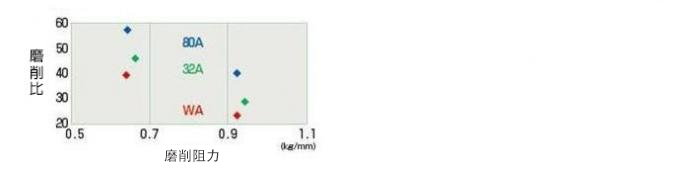
加工事例
・磨削方式 : 外圓切入磨削
・砂輪規格 : 405 × 25 × 152.4 WA 60 K 8 VSK-1
32A 60 K 8 VSK-1
80A 60 K 8 V201
・工件材質 : S55C(φ 60mm HRc58)
・砂輪周速度 : 33m/s
・工件周速度 : 0.33m/s
・研削液 : KURE CUT NET500B(X50)
■結果
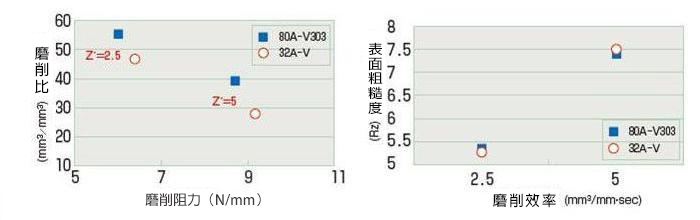
加工事例
■磨削條件
・磨削方式 : 外圓磨削
・砂輪規格 : 405 × 25 × 152.4 80A 60 K 8 V303
405 × 25 × 152.4 32A 60 K 8 VSK-1
・工件材質 : S55C(淬火)
・砂輪周速度 : 33m/s
・工件周速度 : 0.3m/s
・研削液 : KURE CUT NET500B(X50 )
・磨削效率(Z’) : 2.5mm³∕mm・sec、5mm³∕mm・sec
■結果
經確認,與以往的32A砂輪相比,80A磨粒砂輪的磨削比提高了30%、磨削阻力降低了6%,磨削表面粗糙度則大致相同。
■磨削條件
85A砂輪的公司內部實驗結果
產品資訊


最新消息
動画