用途
・矽晶圓的平坦化
・背面減薄研磨

特點
■BH7
此款砂輪因具有良好的自銳作用,即使是難以進行無修銳連續磨削的蝕刻面,也可以做到無修銳連續磨削。
因採用高性能的結合劑類別及砂輪設計,磨削阻力小,使用壽命長,能獲得高磨削比。

特點
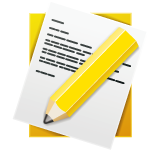
■BH14
此款砂輪採用降低磨削阻力的填充劑及多氣孔結構,所以在極低的負荷下也可完成磨削作業。
研磨晶圓時,能將損傷減到最小,獲得良好的表面加工品質。
特點
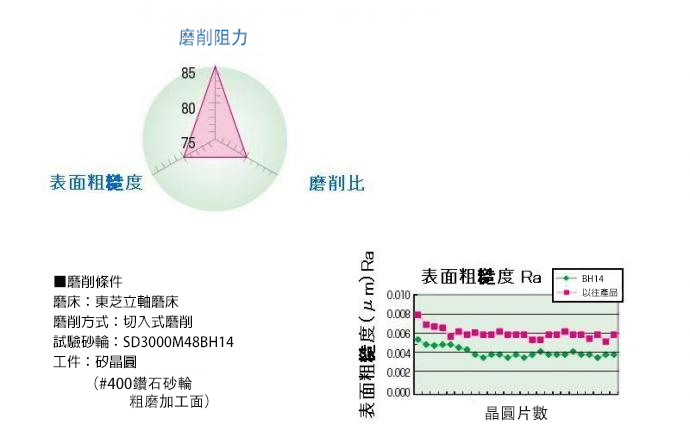
■VDW
此款砂輪成功使細微的鑽石磨粒均勻分布,消除了陶瓷結合劑容易出現的刮傷問題。
因陶瓷結合劑的磨粒保持力強,可達成高精度的鏡面表面精磨。
另外,此款砂輪為多氣孔砂輪,能夠抑制磨削阻力上升。
用途
・汽車零件
・油壓幫浦零件
・壓縮機零件
・其他雙面加工品
特點
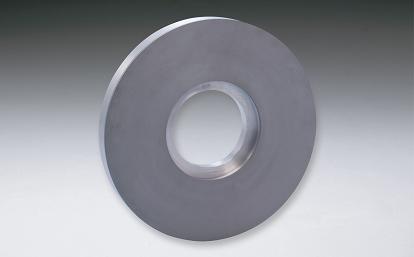
■與樹脂結合劑砂輪相同,由於砂輪加工面的面積大,為了能隨時保持均等的磨耗,採用高精度且高品質的製造技術。
另外此款砂輪使用高性能金屬結合劑,可透過設置在工具機上的放電修整裝置簡單地對砂輪進行平面度的修整。
此款砂輪還能減少尺寸補正次數,因此工件的精度高、砂輪的使用壽命長。
用途
・汽車零件
・油壓幫浦零件
・壓縮機零件
・其他雙面加工品

特點
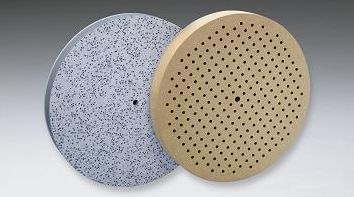
■由於砂輪加工面的面積大,為了能隨時保持均等的磨耗,採用高精度且高品質的製造技術。
另外也能依據客戶的使用條件,提供內外側不同規格的多層型結構及獨特的溝槽形狀等客製化設計。
■針對有「切削力差」、「切屑排出不良」等問題的客戶,透過在砂輪表面設計出放射狀+圓周狀溝槽(如照片所示)
及篩選出最適合的CBN工作層,使砂輪的切削力大幅提升。
並且因磨削動力降低,使修整間隔得到了飛躍性的提升。
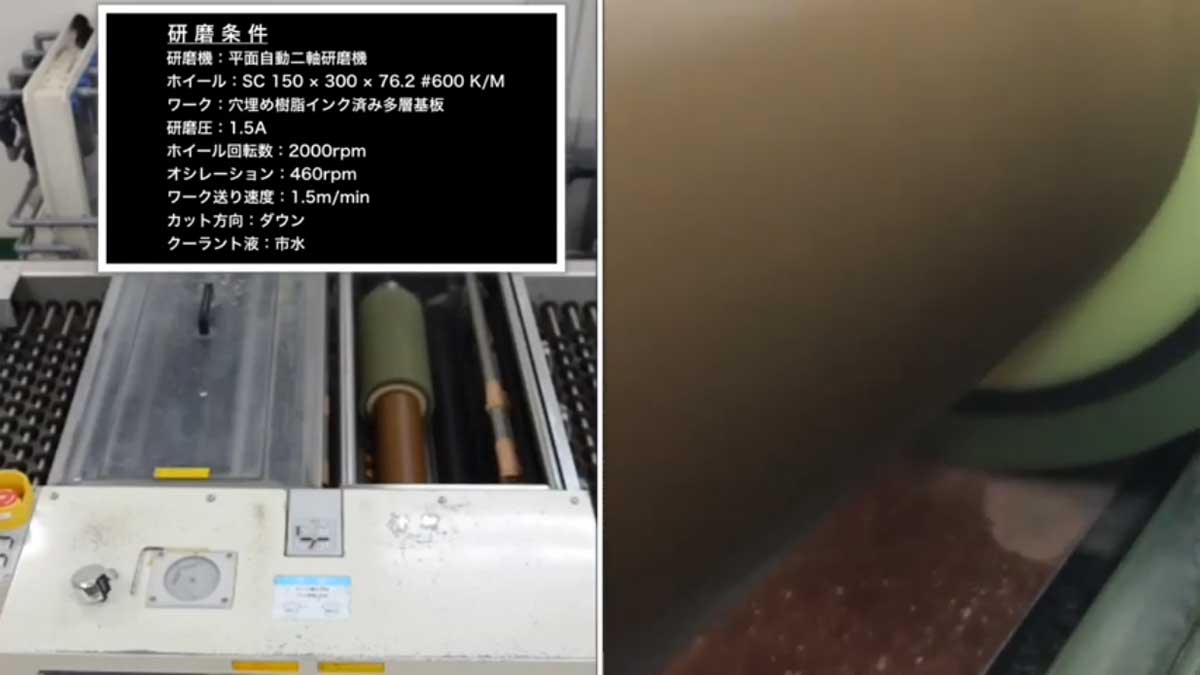
加工事例
■磨削條件
・磨削方式 : 雙邊平面磨削
・砂輪規格 : φ 585 × 195W × 2X CBN #120 –樹脂
・工件名稱 : 氣門調整墊片
・工件材質 : SCM415
・工件尺寸 : φ 27 〜 φ 40 × 3T
■結果
加工面粗糙度可達到1.6μm Rz(ISO4287/1984)以內、平面度可達到5μm以內。砂輪使用壽命也達到標準。
■磨削條件
・磨削方式 : 雙邊平面磨削
・砂輪規格 : φ 305 × 115W × 4X CBN#200 −樹脂
・工件名稱 : 一般葉片
・工件材質 : SKH-51(HRc62)
・工件尺寸 : φ 20 〜 30
■結果
加工面粗糙度可達到1.5μm Rz(ISO4287/1984)以內、平面度可達到3μm以內。砂輪使用壽命比現有砂輪長。
■磨削條件
・磨削方式 : 雙邊平面磨削
・砂輪規格 : φ 305 × 50W × 3X CBN#120/325 −樹脂
・工件名稱 : 氣缸
・工件材質 : FC-25
■結果
砂輪修整間隔提高,砂輪使用壽命延長。
用途
・軸承、汽車零件等的雙邊平面磨削
特點
■樹脂結合劑砂輪
工件與砂輪接觸面積大的加工作業,因磨削熱導致的精度降低是一大問題。
為此,此款砂輪透過使用特殊樹脂及填充劑,可以提高生產性,並同時防止磨削燒傷及磨削裂紋。
■環氧樹脂結合劑砂輪
此款砂輪是為了未淬火材料等的重磨削加工用而開發,透過使用特殊的環氧樹脂結合劑,
可以提高生產性,並同時防止磨削燒傷。此砂輪還廣泛用於高硬度材料的磨削。
用途
【SG、SGF、SGX】
- 合金鋼、工具鋼、淬火材料等難加工材料的所有精密磨削
【TG、TGX】
・曲軸頸、曲軸銷磨削
・凸輪輪廓磨削
・深切緩進成形磨削
・工具磨削

特點
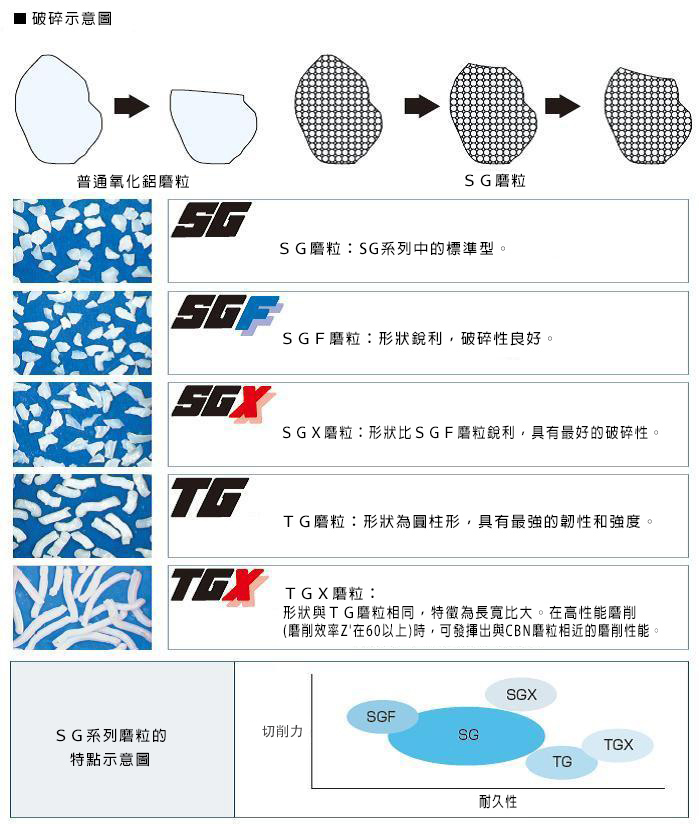
何謂SG磨粒
SG磨粒是由Seeded Gel(引晶凝膠)製法的化學過程製造而成。
它是將主要原料從次微米級的粒子開始經乾燥、粉碎、燒成工程等製成的磨粒。
以此方法製造出的磨粒為氧化鋁純度高的微結晶(次微米)陶瓷的集合體。
在每個磨粒中都含有數十億個粒子,這樣使磨粒變得牢固,並產生出獨特的破碎性。
透過其具有的微結晶結構,在磨削過程中每個微結晶會引起微破碎及脫落,
因此磨粒切刃不易變平坦,可長時間維持良好的切削力。
即使切刃變平坦,因為構成磨粒的微細粒子的效果,平坦部分還是比普通氧化鋁磨粒粗糙,
因此儘管切削力有所下降,但狀態還是比普通氧化鋁磨粒良好。
■可最大限度地發揮出SG磨粒特點的專用結合劑
□VSG-1 標準型
□VSG-8 高結合度型
□VSG-1R、VSG-8R 準大氣孔型
□VSG-1P、VSG-1P1 大氣孔型
□VSGA3 超大氣孔型
圖像圖
產品資訊


最新消息
動画