用途
・矽晶圓的平坦化
・背面減薄研磨

特點
■BH7
此款砂輪因具有良好的自銳作用,即使是難以進行無修銳連續磨削的蝕刻面,也可以做到無修銳連續磨削。
因採用高性能的結合劑類別及砂輪設計,磨削阻力小,使用壽命長,能獲得高磨削比。

特點
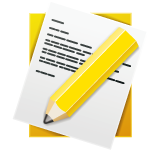
■BH14
此款砂輪採用降低磨削阻力的填充劑及多氣孔結構,所以在極低的負荷下也可完成磨削作業。
研磨晶圓時,能將損傷減到最小,獲得良好的表面加工品質。
特點
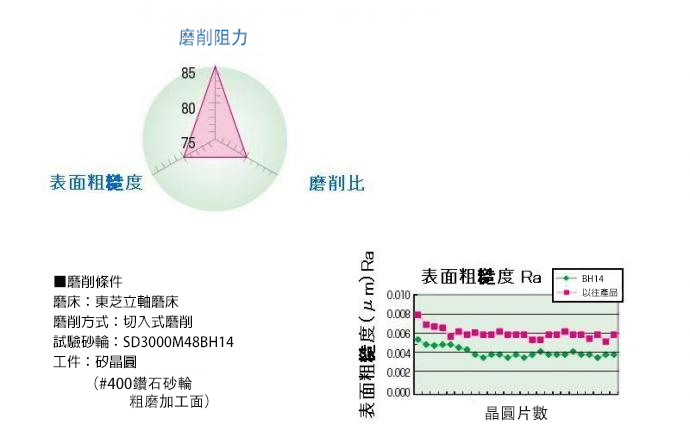
■VDW
此款砂輪成功使細微的鑽石磨粒均勻分布,消除了陶瓷結合劑容易出現的刮傷問題。
因陶瓷結合劑的磨粒保持力強,可達成高精度的鏡面表面精磨。
另外,此款砂輪為多氣孔砂輪,能夠抑制磨削阻力上升。
用途
・硬質合金、陶瓷等的成形磨削

特點
■砂輪表面可透過壓碎輥成形。
■切削力良好。
■使用壽命比以往產品長。
用途
・軟材質及易磨屑堵塞材質的粗磨作業
・鋁合金等軟質金屬的磨削
・樹脂及塑膠的磨削
・橡膠的磨削
・鑄件的去毛刺作業等

特點
■此款砂輪是將一層鑽石超硬磨粒以金屬結合劑固定在金屬台金上。
■因利用金屬結合劑牢固地固定住磨粒,能夠加大磨粒的突出量。
■因磨粒的突出量大,在磨削軟質材料時不易發生切屑堵塞,可發揮良好的磨除率。
■可依工件及磨削條件,變更為適當的磨粒密度。

用途
・汽車零件
・油壓零件(燒結金屬)
・壓縮機零件(氣缸)
・陶瓷板
・硬質合金
・其他雙面加工品
特點
■與樹脂結合劑砂輪相同,由於砂輪加工面的面積大,為了能隨時保持均等的磨耗,採用高精度且高品質的製造技術。
另外此款砂輪使用高性能金屬結合劑,可透過設置在工具機上的放電修整裝置簡單地對砂輪進行平面度的修整。
此款砂輪能減少尺寸補正次數,因此工件的精度高、砂輪的使用壽命長。
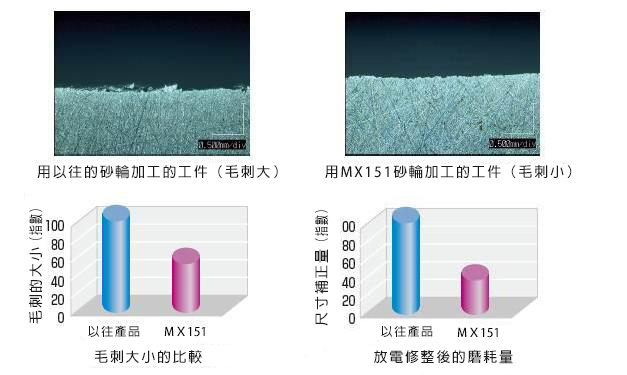
加工事例
■磨削條件
・磨床 : 光洋機械工業製KVD-300S Ⅱ
・磨削方式 : 切入擺動磨削
・砂輪尺寸 : 305D × 50T × 80H × 75W
・砂輪規格 : SD325N50MX151
・工件材質 : 鐵系燒結合金(油壓幫浦齒輪)
・砂輪周速度 : 24m/s(1500min‐¹)
・磨除量 : 0.25mm/兩側
■結果
抑制了毛刺的產生,且毛刺的大小減小成原本的一半。
在磨削初期,砂輪尺寸幾乎沒有變化,達到穩定的磨削。
用途
・壓縮機零件(氣缸)
・陶瓷板
・其他雙面加工品

特點
■由於砂輪加工面的面積大,為了能隨時保持均等的磨耗,採用高精度且高品質的製造技術。
另外也能依據客戶的使用條件,提供內外側不同規格的多層型結構及獨特的溝槽形狀等客製化設計。
■針對有「切削力差」、「切屑排出不良」等問題的客戶,透過在砂輪表面設計出放射狀+圓周狀溝槽(如照片所示)
及篩選出最適合的鑽石工作層,使砂輪的切削力大幅提升。
並且因磨削動力降低,使修整間隔得到了飛躍性的提升。
用途
・機械零件、模具、治具等的磨削
・硬質合金、陶瓷、磁性材料、
硬質合金&鋼的複合材料磨削

特點
陶瓷結合劑鑽石砂輪
・磨粒保持力強,使用壽命長。
・剛度高,磨削精度良好。
樹脂結合劑鑽石砂輪
・砂輪具有的自銳作用,使操作上簡單順手。
・樹脂結合劑具有適當的磨粒保持力和耐磨耗性,切削力良好,適用於粗磨。
・具有彈性,且使用精細的磨粒,適用於精磨。
用途
・硬質合金、陶瓷、磁性材料、玻璃、石材等的磨削

特點
陶瓷結合劑鑽石砂輪
・磨粒保持力強,使用壽命長。
・剛度高,磨削精度良好。
樹脂結合劑鑽石砂輪
・砂輪具有的自銳作用,使操作上簡單順手。
・樹脂結合劑具有適當的磨粒保持力和耐磨耗性,切削力良好,適用於粗磨。
・具有彈性,且使用精細的磨粒,適用於精磨。
用途
・斜進式磨削
・成形磨削

特點
■由於磨粒保持力強,可保持穩定的切削力,並延長砂輪修整間隔。有助於降低加工成本。
■透過長年累積的砂輪製造技術,可提供無接縫的一體成型砂輪及黏貼組合型砂輪。
用途
・汽車零件
・油壓幫浦零件
・壓縮機零件
・其他雙面加工品
特點
■與樹脂結合劑砂輪相同,由於砂輪加工面的面積大,為了能隨時保持均等的磨耗,採用高精度且高品質的製造技術。
另外此款砂輪使用高性能金屬結合劑,可透過設置在工具機上的放電修整裝置簡單地對砂輪進行平面度的修整。
此款砂輪還能減少尺寸補正次數,因此工件的精度高、砂輪的使用壽命長。
用途
・汽車零件
・油壓幫浦零件
・壓縮機零件
・其他雙面加工品
特點
■由於砂輪加工面的面積大,為了能隨時保持均等的磨耗,採用高精度且高品質的製造技術。
另外也能依據客戶的使用條件,提供內外側不同規格的多層型結構及獨特的溝槽形狀等客製化設計。
■針對有「切削力差」、「切屑排出不良」等問題的客戶,透過在砂輪表面設計出放射狀+圓周狀溝槽(如照片所示)
及篩選出最適合的CBN工作層,使砂輪的切削力大幅提升。
並且因磨削動力降低,使修整間隔得到了飛躍性的提升。
加工事例
■磨削條件
・磨削方式 : 雙邊平面磨削
・砂輪規格 : φ 585 × 195W × 2X CBN #120 –樹脂
・工件名稱 : 氣門調整墊片
・工件材質 : SCM415
・工件尺寸 : φ 27 〜 φ 40 × 3T
■結果
加工面粗糙度可達到1.6μm Rz(ISO4287/1984)以內、平面度可達到5μm以內。砂輪使用壽命也達到標準。
■磨削條件
・磨削方式 : 雙邊平面磨削
・砂輪規格 : φ 305 × 115W × 4X CBN#200 −樹脂
・工件名稱 : 一般葉片
・工件材質 : SKH-51(HRc62)
・工件尺寸 : φ 20 〜 30
■結果
加工面粗糙度可達到1.5μm Rz(ISO4287/1984)以內、平面度可達到3μm以內。砂輪使用壽命比現有砂輪長。
■磨削條件
・磨削方式 : 雙邊平面磨削
・砂輪規格 : φ 305 × 50W × 3X CBN#120/325 −樹脂
・工件名稱 : 氣缸
・工件材質 : FC-25
■結果
砂輪修整間隔提高,砂輪使用壽命延長。
產品資訊


最新消息
動画