用途
・鑽頭、立銑刀等的溝槽磨削
・氣門挺桿頂面的精磨

特點
■在重負荷磨削加工方面有高耐久性。
結合劑具耐熱性,加上最合適的填充物,可降低結合劑的磨耗,延長砂輪壽命。
■維持精準的形狀精度。
■切削力穩定。
用途
・斜進式磨削
・成形磨削

特點
■由於磨粒保持力強,可保持穩定的切削力,並延長砂輪修整間隔。有助於降低加工成本。
■透過長年累積的砂輪製造技術,可提供無接縫的一體成型砂輪及黏貼組合型砂輪。
用途
・軸承零件(滾針、滾子、外輪)
・引擎零件(燃油噴嘴)
・機械零件(銷、馬達軸心等)
・切削工具(鑽頭等)
・銷、針
・其他細的物品
・工具鋼、構造用合金鋼、軸承鋼、鑄件等

特點
陶瓷結合劑CBN砂輪
・由於磨粒保持力強,可保持穩定的切削力,並延長砂輪修整間隔,有助於降低加工成本。
・透過長年累積的砂輪製造技術,可提供無接縫的一體成型砂輪及黏貼組合型砂輪。
・無接縫的一體成型無心磨削砂輪最適合用於高精度的無心磨削。
樹脂結合劑CBN砂輪
・砂輪具有自銳作用,切削力穩定,操作簡單。
用途
・模具、機械零件、治具等的磨削
・工具鋼、構造用合金鋼、軸承鋼、鑄件等的磨削

特點
陶瓷結合劑CBN砂輪
・可進行修銳、修形。
・剛度高,磨削精度良好。
・磨粒保持力強,使用壽命長。
■VC5P
此款砂輪為多氣孔砂輪,能降低磨削過程中產生的磨削熱,適用於對磨削熱抵抗較差的鋼。
■VCK30
此款砂輪具有非常出色的切削能力,可用於外圓磨削及平面磨削等一般用途。
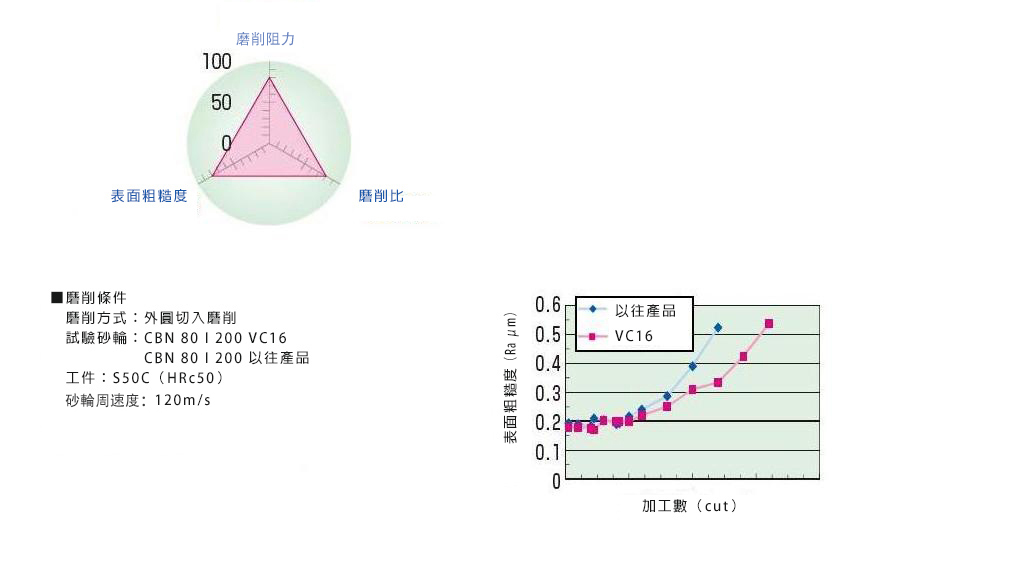
■VC16
此款砂輪使用壽命長,適用於凸輪軸、曲軸及高金屬磨除率的磨削作業。

樹脂結合劑CBN砂輪
・砂輪具有的自銳作用,使操作上簡單順手。從粗磨到精磨可廣泛使用。
・樹脂結合劑具有適當的磨粒保持力和耐磨耗性,切削力良好,適用於粗磨。
・具有彈性,且使用精細的磨粒,適用於精磨。
用途
・鋼、燒結金屬、冷硬鑄鐵、FCD等材質的凸輪輪廓磨削
・曲軸磨削
・超高速磨削(可達到200m/s)

特點
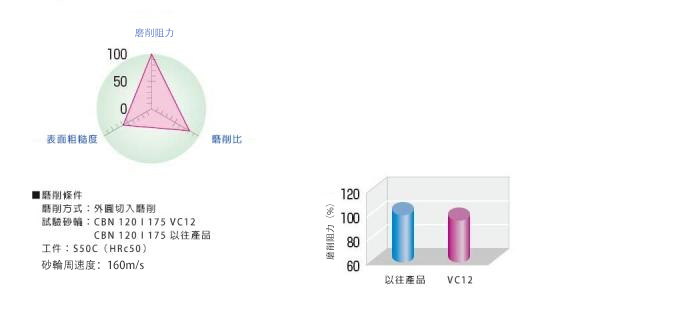
■VC12
磨削阻力小,有助於減輕磨削熱造成的熱損傷
・均勻的結構及特殊的設計,提高了砂輪的切削力。
・磨粒保持力強,磨削性能安定,使用壽命長。
・磨削阻力小,可減少磨削熱的發生,防止磨削燒傷及工件的硬度下降。
VC16
スタンダードタイプ
■VC16
標準型
・使用高性能結合劑,延長了砂輪修整間隔,可獲得較高的生產力。
・此款砂輪在磨削凸輪軸和曲軸等廣泛用途上可發揮卓越的成本效益。
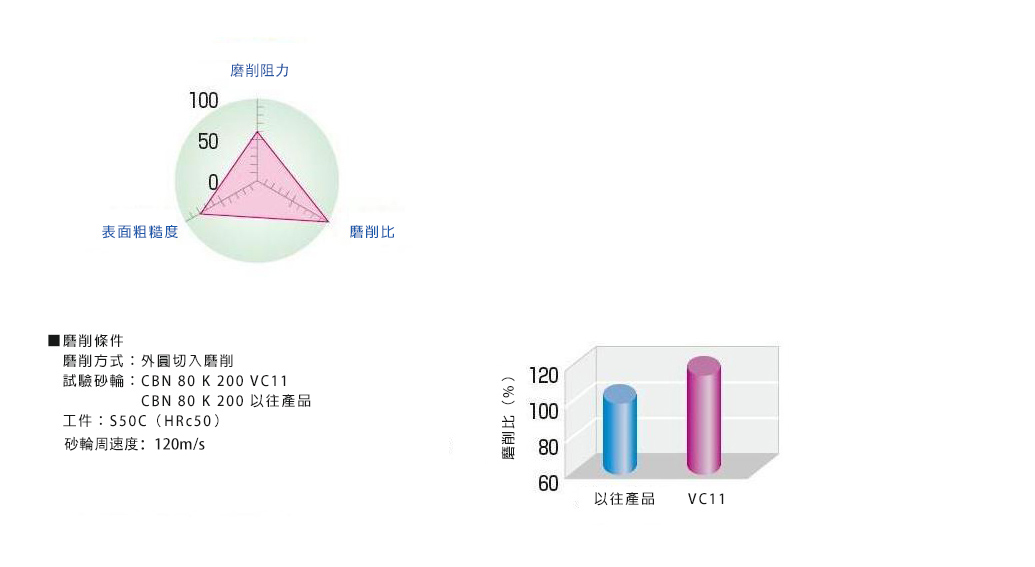
■VC11
高磨除率
・使用強固的結合劑,且結構均勻,可發揮高磨除率及長久的使用壽命。
・由於能維持高磨削性能,可延長砂輪的修整間隔。
用途
・所有的無心磨削
・成形磨削的切入法無心磨削
・CBN無心磨削

特點
■延長砂輪修整間隔
因採用耐磨耗性出色的TZ磨粒及特殊的內部構造,形狀保持力極佳。
與以往的產品相比,導輪TZ的磨耗量降低約38%。
■防止打滑
結合劑使用特殊硬質橡膠,可防止工件打滑。

用途
・軸承內外輪、滾子的磨削
・汽車零件等的磨削

特點
■因使用高性能結合劑,在各種無心磨削時,磨削性能良好、使用壽命長,並能確保高精度的真圓度和圓柱度。

用途
・軸承內外輪、滾子的磨削
・鋼棒磨削
・活塞銷磨削
・進氣閥磨削
特點
■透過使用專為無心磨削開發的低彈性結合劑,可準確地按照磨床設定的進刀量進行磨削,
即使是剛度低的工件也能確保高精度的真圓度和圓柱度。

用途
・燃氣渦輪發動機等的葉片磨削

特點
■因特殊的多孔質結構,可流入大量的磨削液,減少磨削熱發生,獲得精準的加工精度。
■由於可以對砂輪的組織、氣孔進行精細的調整,因此砂輪結構均勻,磨削效果穩定。
用途
【V201結合劑、V208結合劑】
・合金鋼、工具鋼、淬火材料等難加工材料的所有精密磨削
【V303結合劑】
・斜進式磨削
・無心磨削
・其他所有精密磨削
特點
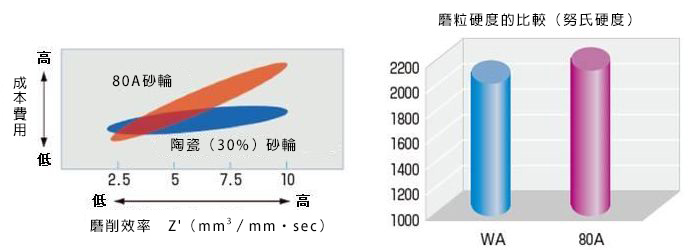
■何謂80A磨粒
80A磨粒是將經過嚴選的原材料以高度的技術製成的單結晶氧化鋁磨粒。
與WA磨粒相比,它硬度高、且會產生微破碎,在提高砂輪壽命、降低磨削阻力方面可發揮很大的效果。
且用於磨削效率較低(Z'為3以下)的加工時,80A磨粒砂輪所發揮出的成本效益比可高於陶瓷磨粒砂輪。
■能最大限度地發揮出80A磨粒特點的專用結合劑
□V201 標準型
□V208 高結合度型
□V201R、V208R 準大氣孔型
□V201P 大氣孔型
□V203 超大氣孔型
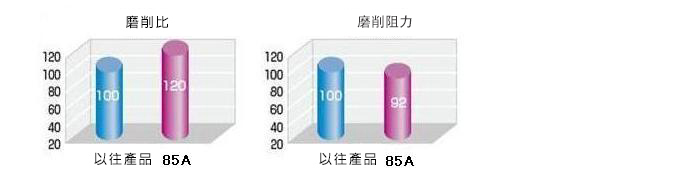
■何謂85A砂輪
85A砂輪是為追求比以往的粉紅色氧化鋁砂輪更好的磨削效果而開發的產品。
加工事例
・磨削方式 : 外圓切入磨削
・砂輪規格 : 405 × 25 × 152.4 WA 60 K 8 VSK-1
32A 60 K 8 VSK-1
80A 60 K 8 V201
・工件材質 : S55C(φ 60mm HRc58)
・砂輪周速度 : 33m/s
・工件周速度 : 0.33m/s
・研削液 : KURE CUT NET500B(X50)
■結果
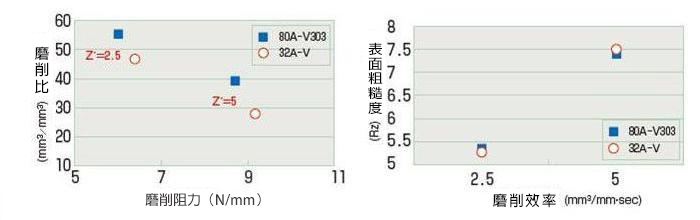
加工事例
■磨削條件
・磨削方式 : 外圓磨削
・砂輪規格 : 405 × 25 × 152.4 80A 60 K 8 V303
405 × 25 × 152.4 32A 60 K 8 VSK-1
・工件材質 : S55C(淬火)
・砂輪周速度 : 33m/s
・工件周速度 : 0.3m/s
・研削液 : KURE CUT NET500B(X50 )
・磨削效率(Z’) : 2.5mm³∕mm・sec、5mm³∕mm・sec
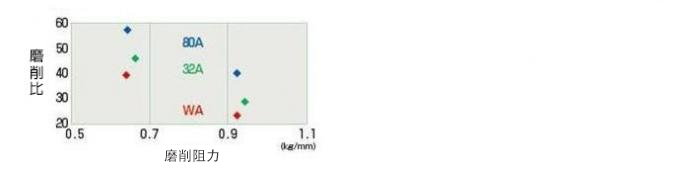
■結果
經確認,與以往的32A砂輪相比,80A磨粒砂輪的磨削比提高了30%、磨削阻力降低了6%,磨削表面粗糙度則大致相同。
■磨削條件
85A砂輪的公司內部實驗結果
產品資訊


最新消息
動画