用途
【SG、SGF、SGX】
- 合金鋼、工具鋼、淬火材料等難加工材料的所有精密磨削
【TG、TGX】
・曲軸頸、曲軸銷磨削
・凸輪輪廓磨削
・深切緩進成形磨削
・工具磨削

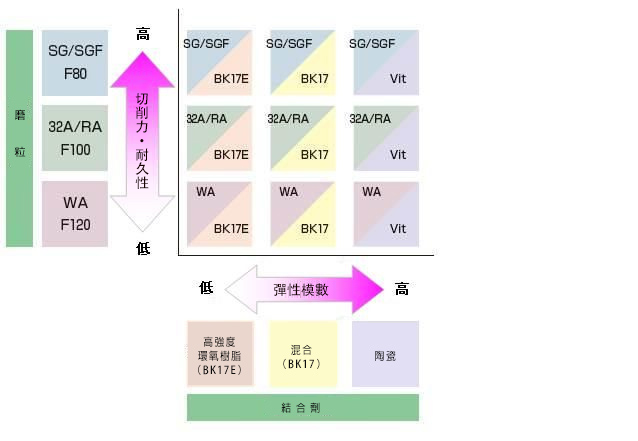
特點
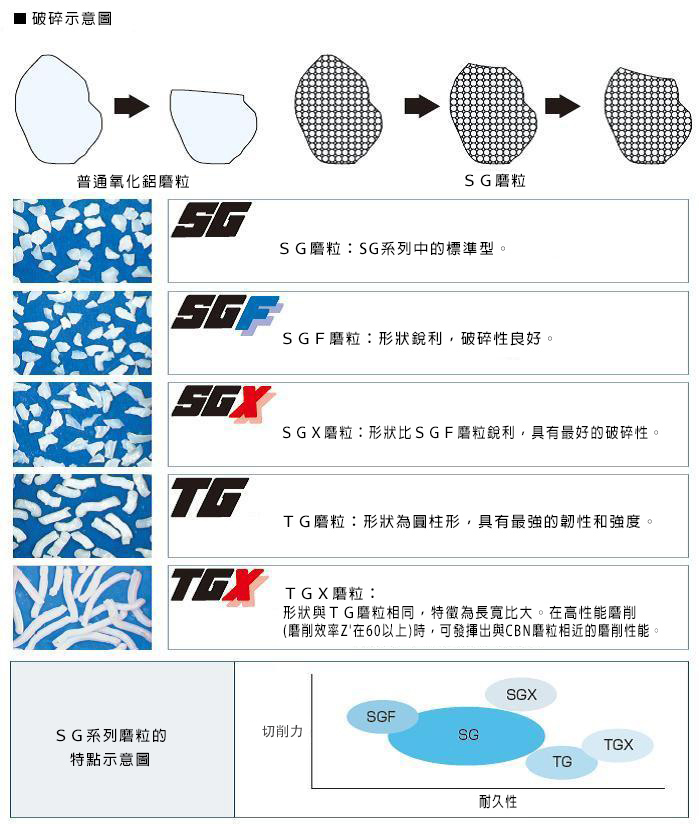
何謂SG磨粒
SG磨粒是由Seeded Gel(引晶凝膠)製法的化學過程製造而成。
它是將主要原料從次微米級的粒子開始經乾燥、粉碎、燒成工程等製成的磨粒。
以此方法製造出的磨粒為氧化鋁純度高的微結晶(次微米)陶瓷的集合體。
在每個磨粒中都含有數十億個粒子,這樣使磨粒變得牢固,並產生出獨特的破碎性。
透過其具有的微結晶結構,在磨削過程中每個微結晶會引起微破碎及脫落,
因此磨粒切刃不易變平坦,可長時間維持良好的切削力。
即使切刃變平坦,因為構成磨粒的微細粒子的效果,平坦部分還是比普通氧化鋁磨粒粗糙,
因此儘管切削力有所下降,但狀態還是比普通氧化鋁磨粒良好。
■可最大限度地發揮出SG磨粒特點的專用結合劑
□VSG-1 標準型
□VSG-8 高結合度型
□VSG-1R、VSG-8R 準大氣孔型
□VSG-1P、VSG-1P1 大氣孔型
□VSGA3 超大氣孔型
圖像圖
用途
【V201結合劑、V208結合劑】
・合金鋼、工具鋼、淬火材料等難加工材料的所有精密磨削
【V303結合劑】
・斜進式磨削
・無心磨削
・其他所有精密磨削
特點
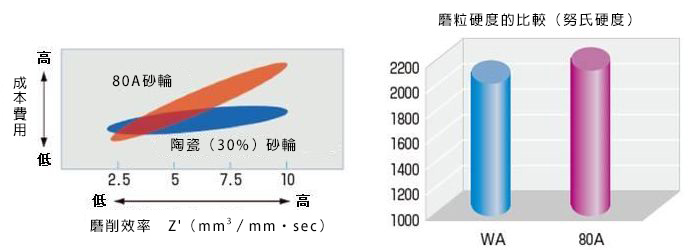
■何謂80A磨粒
80A磨粒是將經過嚴選的原材料以高度的技術製成的單結晶氧化鋁磨粒。
與WA磨粒相比,它硬度高、且會產生微破碎,在提高砂輪壽命、降低磨削阻力方面可發揮很大的效果。
且用於磨削效率較低(Z'為3以下)的加工時,80A磨粒砂輪所發揮出的成本效益比可高於陶瓷磨粒砂輪。
■能最大限度地發揮出80A磨粒特點的專用結合劑
□V201 標準型
□V208 高結合度型
□V201R、V208R 準大氣孔型
□V201P 大氣孔型
□V203 超大氣孔型
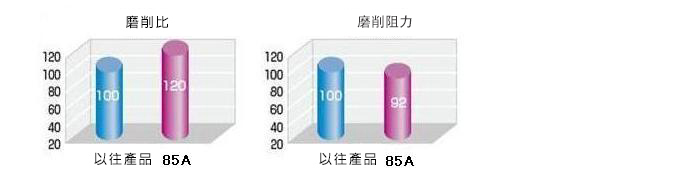
■何謂85A砂輪
85A砂輪是為追求比以往的粉紅色氧化鋁砂輪更好的磨削效果而開發的產品。
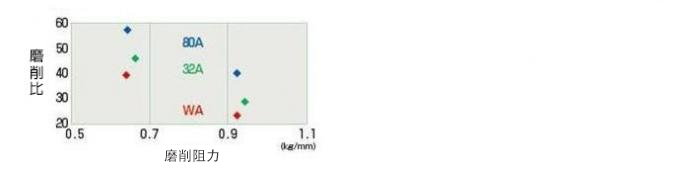
加工事例
・磨削方式 : 外圓切入磨削
・砂輪規格 : 405 × 25 × 152.4 WA 60 K 8 VSK-1
32A 60 K 8 VSK-1
80A 60 K 8 V201
・工件材質 : S55C(φ 60mm HRc58)
・砂輪周速度 : 33m/s
・工件周速度 : 0.33m/s
・研削液 : KURE CUT NET500B(X50)
■結果
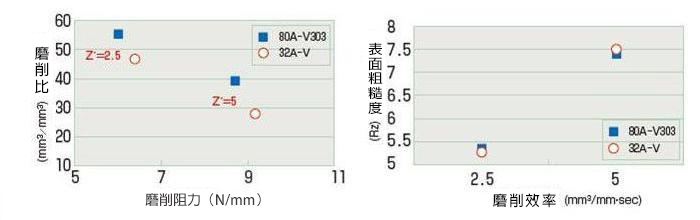
加工事例
■磨削條件
・磨削方式 : 外圓磨削
・砂輪規格 : 405 × 25 × 152.4 80A 60 K 8 V303
405 × 25 × 152.4 32A 60 K 8 VSK-1
・工件材質 : S55C(淬火)
・砂輪周速度 : 33m/s
・工件周速度 : 0.3m/s
・研削液 : KURE CUT NET500B(X50 )
・磨削效率(Z’) : 2.5mm³∕mm・sec、5mm³∕mm・sec
■結果
經確認,與以往的32A砂輪相比,80A磨粒砂輪的磨削比提高了30%、磨削阻力降低了6%,磨削表面粗糙度則大致相同。
■磨削條件
85A砂輪的公司內部實驗結果
用途
・凸輪軸磨削
・曲軸磨削

特點
■在凸輪軸、曲軸磨削方面,能夠達到高效能、高精度的陶瓷結合劑砂輪。
■透過KGW長年累積的技術和穩定的品質,此款砂輪能夠實現高品質的加工、提高生產效率和降低加工成本。
用途
・各種齒輪的磨削(也可對應高速磨削)
特點
■在齒輪磨削方面,能夠達到高效能、高精度的砂輪。
■備有各種齒輪磨削用砂輪。特別是在高效能、高精度加工時,推薦使用SG系列。
用途
・各種齒輪珩磨加工

特點
■透過強化黏著性和提升剛度,可防止砂輪的切刃發生破片。
磨粒表面的特殊塗層,提升了磨粒與結合劑間的黏著性。
加上細緻的組織使砂輪剛度提高,可以防止負荷較重的切刃發生破片。
■規格豐富、種類繁多
可以配合磨粒、粒度、結合劑、加工條件和切刃面品質等需求,向客戶提供最佳的組合。
加工事例
■珩磨條件
・砂輪規格 : 350 x 31.4 x 298 WA 100 V BK17
・工件材質 : SCr420
・模數 : 2
・齒數 : 74
・壓力角 : 17.5°
・螺旋角 : 18°
・磨除量 : 0.03 〜 0.05mm
・砂輪轉速 : 500min−1
・單位工件加工時間 : 70sec
■結果
與以往產品相比,單位工件加工時間減少了10秒,砂輪修整間隔提高了30%。
用途
・軸承、汽車零件等的雙邊平面磨削
特點
■樹脂結合劑砂輪
工件與砂輪接觸面積大的加工作業,因磨削熱導致的精度降低是一大問題。
為此,此款砂輪透過使用特殊樹脂及填充劑,可以提高生產性,並同時防止磨削燒傷及磨削裂紋。
■環氧樹脂結合劑砂輪
此款砂輪是為了未淬火材料等的重磨削加工用而開發,透過使用特殊的環氧樹脂結合劑,
可以提高生產性,並同時防止磨削燒傷。此砂輪還廣泛用於高硬度材料的磨削。
特點
■陶瓷結合劑砂輪
此款砂輪使用了重視高耐久性的陶瓷結合劑。
■樹脂結合劑砂輪
此款砂輪在高精度與高耐久性間達到良好的平衡,
可確保良好的表面粗糙度和真球度。

特點
■陶瓷結合劑砂輪
在軋輥磨削方面,能夠達到高效能、高精度的砂輪。
透過高硬度、高強度的結合劑,可改善工件表面刮傷問題
,並在指定的磨削動力下達到較大的磨削量和較高的尺寸
精度。
■樹脂結合劑砂輪
此款砂輪重視磨削效率與砂輪壽命間的平衡,操作順手。
磨粒與結合劑的保持力好,磨削性能穩定。
透過富有彈性的結合劑,提高了振動吸收能力,
因此可彈性地適應磨削條件的各種變化。

用途
・燃氣渦輪發動機等的葉片磨削

特點
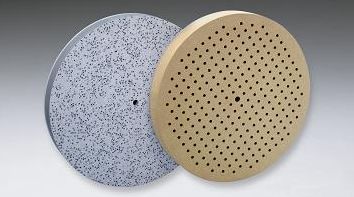
■因特殊的多孔質結構,可流入大量的磨削液,減少磨削熱發生,獲得精準的加工精度。
■由於可以對砂輪的組織、氣孔進行精細的調整,因此砂輪結構均勻,磨削效果穩定。
用途
・鋼鐵系材料的鏡面加工
・鋁、銅、鈦等其他軟質金屬的鏡面加工

特點
■鏡面加工時極少發生刮傷
每顆磨粒都有均勻的塗層,且結合劑具有適度的彈性,因此加工時不易發生刮傷,
可以達到精美的鏡面加工。
■研磨軟質金屬材料時不會發生氣孔堵塞
氣孔的平均分布程度最大可達到70vol%,研磨金屬材料時不會出現氣孔堵塞及磨屑熔化後
黏附在砂輪表面的現象,能達到穩定的研磨。

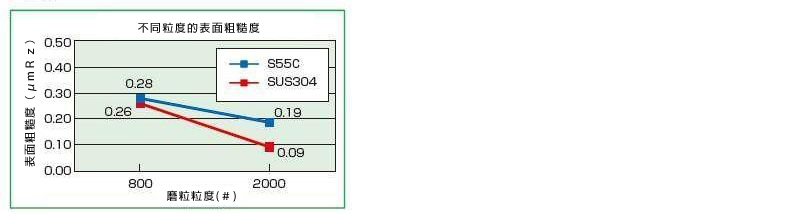
加工事例
■磨削條件
・磨削方式 : 平面濕式縱向磨削
・砂輪規格 : 205 × 19 × 50.8 GC 2000 F 2 BFT3
205 × 19 × 50.8 GC 800 F 4 BFT3
・工件材質 : S55C(未淬火材料)
SUS304
・砂輪周速度:30m/s
・工作台速度:0.33m/s
・進刀量:2.0μm/pass
・研削液:KURE CUT NS201(2%)
■結果
產品資訊


最新消息
動画

製品紹介