關於安全操作及災害防止
KGW所生產的產品經過嚴格的品質管理,且充分地考量到安全性。由於產品通過嚴格的檢驗、且透過完善的包裝確保運送安全,因此之後只要遵守操作、安裝、使用時的注意事項,砂輪是不會損壞的。
許多災害起因於防範危險的對策不夠完善,請使用者要特別注意安全及災害的預防。
1. 關於砂輪
-
砂輪(陶瓷)的強度低於玻璃、瓷器。在運輸、搬運及進行其他操作時,請避免撞擊。
因砂輪的外觀看起來非常堅硬,操作時容易不自覺地變得草率,但其實砂輪遠比玻璃、瓷器脆弱,因此操作時請特別注意。引張り強さ(kg/cm²)伸び(%)抗拉強度(kg/cm²) 伸長率(%) 砂輪(陶瓷) 24 ~ 140 0.02 瓷器 240 ~ 260 (0.05 ~ 0.08) 玻璃 340 ~ 850 0.05 砂輪被推倒、與物品碰撞、掉落是導致砂輪產生龜裂、損壞的原因。
搬運時請避免滾動砂輪。非不得已必須滾動砂輪來搬運時,請鋪橡膠、板子等緩衝物。/p> -
請將砂輪保存在常溫、乾燥的場所,設置框、架並豎放,薄型砂輪請多片重疊排列。
保存砂輪用的框、架請設置在溫度不易發生劇烈變化的常溫、乾燥的場所,而切割砂輪等薄型砂輪請多片重疊橫放於平坦處。尤其是樹脂砂輪、氧化鎂菱砂輪具有吸濕性,當吸收了水分和濕氣會降低本體強度,需要特別注意。
保存方法之一如圖9-1所示。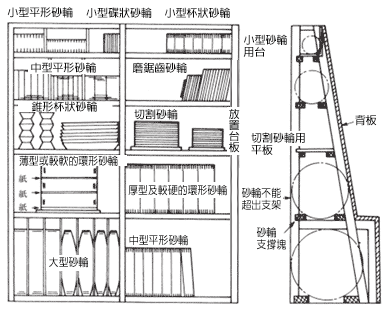
-
發生氣孔堵塞、磨粒鈍化或硬度過高的砂輪,會因磨削溫度過熱而有損壞的危險,請勿使用較軟的砂輪強行磨削工件。
砂輪發生氣孔堵塞、磨粒鈍化或使用過硬的砂輪時,產生的磨削熱會比正常磨削時多,不只是工件,連砂輪也會被加熱(尤其是乾式磨削)。
當砂輪整體受熱均勻時,即使高溫也相對較安全,但當只有局部受熱時(陶瓷砂輪溫度差為60~70℃),就可能成為龜裂、損壞的原因。因此請使用硬度適當的砂輪進行壓力適當的磨削(透過適當的粒度、結合度、組織來調整硬度)。 -
結合度軟、粒度粗的砂輪請在較低工作速度下使用。粗略的操作或維護不善的機床是非常危險的。
砂輪的結合度愈軟、粒度越低,強度就越低,因此即使在安全使用速度範圍內,也請盡可能以低速使用。
在懸掛式磨削或可攜式磨削等粗略作業時或者在未修理、調整完善的機床上使用低強度砂輪是非常危險的。 -
禁止強行將孔徑過小的砂輪安裝在主軸上。砂輪孔徑應稍大於主軸徑。修改砂輪孔徑請交由KGW實行。
強行將孔徑過小的砂輪安裝在主軸上會導致砂輪破損。主軸與砂輪孔嵌合過緊時,會造成法蘭的固定不均,或造成軸承供油不足而引起熱膨脹,進而導致砂輪產生裂紋,引發意想不到的事故。砂輪孔徑的允差如表9-1所示。表9-1 孔徑允差表(單位:mm)(JIS)孔徑 機械磨削用 重負荷磨削用 切割用及去除毛刺、
修整表面用(H) 尺寸允差(1) (H) 尺寸允差(1) (H) 尺寸允差(1) 1.6 ≦ H ≦ 50 +0.16
0152.4 ≦ H < 203.2 +0.46
+0.21H < 50.8 +0.30
+0.1050 < H ≦ 80 +0.19
0203.2 ≦ H ≦ 304.8 +0.55
+0.2650.8 ≦ H +0.40
+0.1080 < H ≦ 180 +0.25
0304.8 < H +0.65
+0.33180 < H ≦ 250 +0.29
0250 < H ≦ 315 +0.32
0注(1)
適用於固定側法蘭的導桿徑或砂輪軸徑的尺寸允差為f7以上的精度時。315 < H ≦ 400 +0.36
0400 < H ≦ 500 +0.40
0500 < H +0.44 -
禁止使用平形砂輪的端面。當需要使用端面磨削時,請使用杯形、碟形、環形、錐形等砂輪。
使用平形砂輪的端面是非常危險的。當需要使用端面磨削時,請使用端面用砂輪。 -
図9-2 關於砂輪的使用限度

關於砂輪的使用限度
平形砂輪的使用限度是露出法蘭外部分的10分之1;凹形砂輪的使用限度是扣除凹陷處後約5分之1的位置。 -
使用砂輪時,不得超過砂輪檢查票上標明的最高使用周速度。
為了安全,必須遵守最高使用周速度,不論在任何情況下,都不能超過此速度使用砂輪。
最高使用周速度是指可以安全使用砂輪的最高限度的周速度,以每秒幾公尺為單位標示(m/s)。
最高使用周速度依砂輪的種類而不同。
表9-2為砂輪的普通磨削周速度。
表9-2 砂輪的普通使用周速度的限度(單位:m/s)(JIS)
砂輪的種類 砂輪的普通使用周速度的限度 結合劑為無機物 結合劑為有機物 平形 無補強 一般用 33 50 重負荷磨削用 - 63 螺紋磨削用及溝槽磨削用 63 63 曲軸及凸輪軸磨削用 45 50 有補強 直徑在100mm以下、
厚度在25mm以下- 80 直徑超過100mm且205mm以下、
厚度在13mm以下- 72 其他尺寸 - 50 單錐形、雙錐形、單凹形、
雙凹形、安全形、碟形及茶托形33 50 凸形 一般用 33 50 螺紋磨削用及溝槽磨削用 63 63 帶錐形 一般用 33 50 曲軸及凸輪軸磨削用 45 50 環形及環形排列的齒型砂輪 30 35 直杯形及斜杯形 30 40 碟形及碟形排列的齒型砂輪 33 45 修整砂輪
(直徑在230mm 以下、
厚度在10mm 以下)無補強 - 57 有補強 - 72 切割砂輪 無補強 - 63 有補強 - 80 -
砂輪旋轉速度因外徑、孔徑與細部尺寸的關係而異。使用時請不要超過所用砂輪的周速度和尺寸限度。
表9-3是按不同周速度規定的砂輪尺寸限度表。超過普通周速度的砂輪被稱為「高速砂輪」,高速砂輪的規定則更加嚴格。
表9-3 依據日本磨床等構造規格(第14條)制定的不同周速度的砂輪尺寸限度表(單位:mm)
砂輪最高使用
周速度區分
(單位:m/s)砂輪種類 尺寸 (單位 mm) 外徑
(D)厚度
(T)孔徑
(H)凹槽直徑
(P)安裝部位的
厚度(E)安裝部位的
平行部直徑
(J或K)邊緣厚
(W)普通速度 所有種類 切割砂輪為 1500 以下 0.7D以下 1.02Df
+ 4以上直杯形及斜杯形砂輪為T/4以上,單凹形、雙凹形、碟形及茶托形砂輪為T/2以上 Df + 2R以上 E 以下 普通速度以外的速度 45m/s以下 平形砂輪、單錐形砂輪、雙錐形砂輪、單凹形砂輪、雙凹形砂輪、安全形砂輪、凸形砂輪及帶錐形砂輪 1.065
以下D/75 以上610 以下 0.6D以下 1.02Df
+ 4以上2/3T 以上 Df + 2R以上 超過45m/s、
60m/s以下平形砂輪、單錐形砂輪、雙錐形砂輪、單凹形砂輪、雙凹形砂輪、安全形砂輪、凸形砂輪、帶錐形砂輪及修整砂輪 1.065
以下D/50 以上305 以下 0.5D以下 1.02Df
+ 4以上2/3T 以上 Df + 2R以上 超過60m/s、
80m/s以下平形砂輪、凸形砂輪、修整砂輪及切割砂輪 切割砂輪為1500以下、其他砂輪為760 以下 D/50 以上152 以下 0.33D以下 Df + 2R以上 超過80m/s、
100m/s以下平形砂輪、凸形砂輪、修整砂輪及切割砂輪 切割砂輪為1500以下、其他砂輪為760 以下 D/50 以上80 以下 0.2D以下 Df + 2R以上 備考
1. 此表中的Df表示法蘭直徑、R表示凹槽部的弧形半徑。
2. 此表中未規定的尺寸為任意尺寸。表9-4 高速砂輪的特殊標示 色調
最高使用周速度區分 色調 普通速度超過JIS R 6241的規定,但在45m/s以下 藍色系列 超過45m/s、60m/s以下 黃色系列 60m/s以上 紅色系列 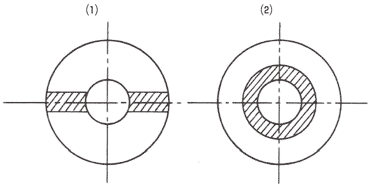
高速砂輪的特殊標示
備考
1. 色帶的寬度使用20mm左右。
2. 上圖(2)中的色帶外徑應大於法蘭直徑。 -
在國家標準中有砂輪的標準尺寸及尺寸允差的相關規定。為確保安全使用砂輪,請嚴格遵守國家標準中的規定。
表9-5 砂輪的標準尺寸(單位:mm)
外徑(D) 厚度(T) 孔徑(H) 凹槽直徑
(P)A系列 B系列 A系列 B系列 A系列 B系列 3
4
5
6
8
10
13
16
20
25
32
40
50
63
80
100
125
150
200
250
300
350/356
400/406
450/457
500/508
600/610
750/762
900/914
1060/1067
1250
15003
4
5
6
8
10
13
16
19
22
25
28
32
38
45
50
65
75
90
100
115
125
150
180
205
230
255
280 (4)
305
355
380
405
455
510
560
585
610
660
760
915
1065
1250
1500
0.6
0.8
1.0
1.25
1.6
2.0
2.5
3.2
4
5
6
8
10
13
16
20
25
32
40
50
63
80
100
125
160
200
250
315
400
500
6000.3 (2)
0.5
0.8
1.0
1.5
2.0
2.5
3
3.5 (2)
4
4.5 (2)
5
5.5 (2)
6
8
10
13
16
19
22
25
28 (4)
32
38
45
50
65
75
90
100
125
150
205
255
305
405
510
6101.6
2.5
4
5
6
10
13
16
20
25
32
40
50.8
76.2
127
152.4
203.2
304.8
5081.59
2.38
3.18
3.97
4.77
6.35
9.53
12.7
15 (1)(2)
15.88
19.05
22 (1)(3)
22.23
25.4
30 (3)
31.75
38.1
44.45
50.8
63.5
76.2
101.6
127
152.4
177.8
203.2
228.6
254
304.8
355.6
406.4
50810
13
16
19
25
32
40
45
50
63
80
90
100
120
125
135
150
160
190
205
215
220
235
250
280
300
310
330
350
370
390
400
450
510
585
630
760注
(1)僅限修整砂輪。
(2)僅限切割砂輪。
(3)僅限帶柄砂輪及茶托形砂輪。
(4)僅限帶螺母環形砂輪。
備考
1. A系列與B系列不能混用。
2. E、W等尺寸是依據T的標準尺寸而定。
表9-6 一般用途用砂輪(機械磨削用)的尺寸允差(單位:mm)
外徑 厚度 凹槽直徑 邊緣厚 (D) 尺寸
允差(T、U) 尺寸
允差(P) 尺寸
允差(W) 尺寸
允差3 ≦ D ≦ 8 ± 0.5 0.4 ≦ T、
U ≦ 1.6+ 0.2
03.2 ≦ P ≦ 8 + 0.8
0W ≦ 25 ± 1.5 8 < D ≦ 20 ± 0.8 1.6 < T、
U ≦ 5± 0.4 8 < P ≦ 20 + 1.2
025 < W ≦ 50 + 2.0
- 1.520 < D ≦ 50 ± 1.2 5 < T、
U ≦ 16± 0.8 20 < P ≦ 50 + 2
050 < W + 3.0
- 1.550 < D ≦ 125 ± 2 16 < T、
U ≦ 50± 1.5 50 < P ≦ 125 + 3.2
0125 < D ≦ 300 ± 3.2 50 < T、
U ≦ 160± 2 125 < P ≦ 315 + 5
0300 < D ≦ 762 ± 5 160 < T、
U ≦ 500± 3.5 315 < P ≦ 900 + 8
0762 < D ≦ 2000 ± 8 表9-7 重負荷磨削、切割及去除毛刺、修整表面用砂輪的尺寸允差(單位:mm)
重負荷磨削用 切割用及去除毛刺、修整表面用 外徑 厚度 外徑 厚度 (D) 尺寸
允差(T) 尺寸
允差(D) 尺寸
允差(T、U) 尺寸
允差356 ≦ D < 508 ± 5 40 ≦ T ≦ 80 ± 1.5 D < 250 ± 1 T、U ≦ 1.6 ± 0.2 508 ≦ D ≦ 762 ± 5.5 250 ≦ D < 600 ± 2 1.6 < T、U ≦ 3.2 ± 0.3 600 ≦ D < 750 ± 3 3.2 < T、U ≦ 4 ± 0.4 80 < T ≦ 152 ± 2 750 ≦ D < 1000 ± 4 4 < T、U ≦ 5 ± 0.6 1000 ≦ D ≦ 1800 ± 5 5 < T、U ≦ 6 ± 0.8 762 < D ≦ 914 ± 7 6 < T、U ≦ 10 ± 1 10 < T、U ≦ 16 ± 1.2 -
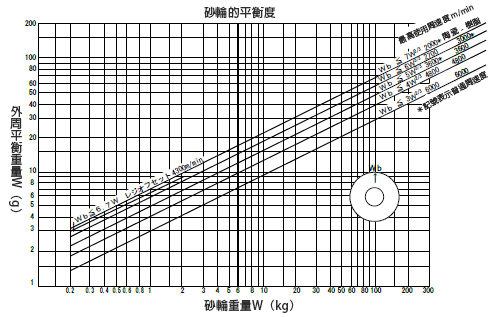
安裝時及使用過程中,請時常檢查砂輪的平衡並調正不平衡。
像砂輪這種高速旋轉體,平衡度的好壞理當是一個重要的問題。
砂輪平衡度是在較輕一側的外圍安裝上幾克重的平衡塊來測試是否可以取得平衡,
將該值用最大允差 Ua 記號標示。
平衡度的最大允差(Ua)
平衡度的最大允差(Ua)用Ua = ma × r 求得。ma = k1 m1
ma:平衡塊(中心點在砂輪圓周上)的質量- m1
- 砂輪的質量(kg)
- r
- 砂輪的半徑(mm)
- k1
- 由砂輪的最高使用周速度和砂輪種類決定的係數
砂輪的最高使用周速度
m/s砂輪的種類 係數 k1 普通速度 陶瓷結合劑砂輪 7 樹脂結合劑砂輪 6 樹脂結合劑修整砂輪 6.7 樹脂結合劑切割砂輪 10 高速 超過33、45以下 所有種類 6 超過45、60以下 所有種類 5 超過60、80以下 所有種類 4 超過80、100以下 所有種類 3 砂輪不平衡會導致振動,不但無法進行精密磨削,也有可能造成砂輪損壞。 濕式磨削時,為避免失去平衡,應先將切削液關閉、讓砂輪空轉(5分鐘左右),直至甩乾切削液才能停止砂輪旋轉。
2. 關於砂輪的安裝工具
-
即使磨床和砂輪完全按標準製造,也確實做到維修管理,但只要安裝方法不完善還是會發生砂輪損壞事故、磨削性能下降等種種問題。
砂輪是藉由法蘭安裝到磨床上,請使用符合尺寸標準、無損傷、無變形的法蘭。固定法蘭時,需注意是否有標籤破損、異物附著等,並使用適當的板手。使用10年以上的法蘭,請進行定期檢查。- 溝槽式法蘭<
溝槽式法蘭的直徑必須要達到所安裝砂輪直徑的3分之1以上、凹槽部深度為1.5mm以上、接觸寬度為根據砂輪直徑而定的表9-9中的數值。並且,溝槽式法蘭是指下圖 9-4的形狀的法蘭,主要用於手持式磨削用砂輪。但安裝在最高使用周速度4800m/min以下的補強過的切割砂輪(限於切割負荷為71kg以上、以玻璃纖維等其他材料補強的砂輪)上的溝槽式法蘭直徑可以是該切割砂輪直徑的4分之1以上。
表9-9 砂輪直徑與接觸寬度
砂輪的直徑(mm) 接觸寬度(mm) 65 以下 超過0.1Df、不足0.26Df 超過65、355以下 超過0.08Df、不足0.18Df 超過355 超過0.06Df、不足0.18Df 備考
此表中的Df 表示法蘭直徑。圖9-4 溝槽式法蘭
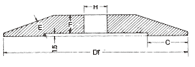
表9-10 溝槽式法蘭的形狀、尺寸
砂輪
直徑D法蘭
最小直徑Df接觸寬度C 平坦部的
最小厚度F凹槽部的
最小厚度E砂輪最小
孔徑鎖緊扭力 最 小 最 大 一 般 切 割 N・m kg-cm 25 10 1.6 3.2 1.6 1.6 3.18 - - 50 19 3.2 4.8 3.2 2.5 6.00 1 10 75 25 3.2 4.8 4.8 2.5 6.00 1 15 100 35 3.2 4.8 4.8 3.2 9.53 9.53 3 30 125 42 4.8 6.4 6.4 3.2 9.53 9.53 4 40 150 50 6.4 13 10 4.8 12.70 9.53 11 110 180 65 6.4 13 10 4.8 12.70 9.53 17 170 205 75 6.4 13 10 4.8 12.70 9.53 20 200 255 90 8 16 10 6.4 15.88 12.7 30 300 305 100 8 16 13 8 19.05 19.05 34 350 355 115 10 19 13 8 22.23 22.23 59 600 405 140 13 25 13 8 25.40 25.4 108 1.100 455 150 13 25 16 10 25.40 25.4 118 1.200 510 180 16 32 16 10 38.10 25.4 255 2,600 560 190 16 32 16 11 38.10 25.4 275 2,800 610 205 19 32 16 11 38.10 25.4 319 3,200 660 220 19 32 16 13 50.80 25.4 710 255 22 38 19 13 50.80 44.45 760 255 22 38 19 16 50.80 44.45 915 305 25 50 22 19 50.80 44.45 1.065 355 30 50 22 19 60.32 1.250 405 32 50 30 25 60.32 1.500 510 32 50 32 30 ※依據磨床安全必攜 第12版(單位:mm)
- 套筒式法蘭和襯套式法蘭
套筒式法蘭和襯套式法蘭的直徑應按下列公式算出。並且,接觸寬度為根據砂輪直徑而定的表9-12中以上的數值。套筒式法蘭是指下圖9-5的形狀的法蘭,主要用於機械磨削用砂輪;襯套式法蘭是指下圖9-6的形狀的法蘭,主要用於粗磨用砂輪。
(注)襯套式法蘭不能安裝在高速使用的砂輪上。
Df ≧ k(D - H)+ H Df:法蘭直徑(mm)
- D
- 砂輪直徑(mm)
- H
- 法蘭的導桿的直徑(mm)
- k
- 為常數,依據表9-11
表9-11 常數表
砂輪直徑(mm) k 普通速度下
使用的砂輪非普通速度下
使用的砂輪不足 610 0.13 0.15 610 以上
不足 7600.11 0.13 760 以上
不足 1.0650.10 0.12 1.065 以上 0.08 0.10 表9-12 法蘭與砂輪的接觸寬度 (單位:mm)
砂輪直徑 數值 套筒式法蘭 襯套式法蘭 普通速度下
使用的砂輪非普通速度下
使用的砂輪普通速度下
使用的砂輪100以下 4 5 8 超過 100
125以下6 7 12 超過 125
205 以下7 8 15 超過 205
305以下10 12 22 超過 305
405以下13 16 22 超過 405
610以下13 20 22 超過 610
1,065以下16 25 32 1,065以上 32 32 – 圖9-5 套筒式法蘭

圖9-6 襯套式法蘭

表9-13 套筒式法蘭(ISO型)的形狀、尺寸(單位:mm)
砂輪 法蘭 鎖緊扭力 40kg/cm2 80kg/cm2 孔徑H 直徑D Df C B N S V P 螺栓數×
標稱值(英吋)MPa kg-cm MPa kg-cm 76.2 255 115 12 11 12 4 19 65 6×M6
(1/4)3 30 5 50 〃 305 115 12 11 12 4 19 65 6×M6
(1/4)〃 〃 〃 〃 101.6 255 140 12 11 12 4 19 85 6×M8
(5/16)4 40 8 80 〃 305 140 12 11 12 4 19 85 6×M8
(5/16)〃 〃 〃 〃 127 255 165 12 11 12 4 19 110 6×M8
(5/16)6 60 10 100 〃 305 165 12 11 12 4 19 110 6×M8
(5/16)〃 〃 〃 〃 〃 355 175 16 13 16 6 25 110 6×M10
(3/8)10 100 15 150 〃 405 175 16 13 16 6 25 110 6×M10
(3/8)〃 〃 〃 〃 〃 455 185 20 16 20 6 29 110 8×M10
(3/8)〃 〃 〃 〃 〃 510 185 20 16 20 6 29 110 8×M10
(3/8)10 100 15 150 152.4 355 200 16 13 16 6 25 130 6×M10
(3/8)12 120 20 200 〃 405 200 16 13 16 6 25 130 6×M10
(3/8)〃 〃 〃 〃 〃 455 210 20 16 20 6 29 130 8×M10
(3/8)〃 〃 〃 〃 〃 510 210 20 16 20 6 29 130 8×M10
(3/8)〃 〃 〃 〃 177.8 405 230 20 16 20 6 29 160 8×M10
(3/8)15 150 25 250 〃 455 230 20 16 20 6 29 160 8×M10
(3/8)〃 〃 〃 〃 〃 510 230 20 16 20 6 29 160 8×M10
(3/8)〃 〃 〃 〃 203.2 405 260 20 16 20 6 29 180 8×M12
(1/2)20 200 30 300 〃 455 260 20 16 20 6 29 180 8×M12
(1/2)〃 〃 〃 〃 〃 510 260 20 16 20 6 29 180 8×M12
(1/2)〃 〃 〃 〃 〃 610 260 20 16 25 6 35 180 8×M12
(1/2)〃 〃 〃 〃 228.6 405 290 20 16 25 6 35 205 8×M16
(5/8)30 300 49 500 〃 455 290 20 16 25 6 35 205 8×M16
(5/8)〃 〃 〃 〃 〃 510 290 20 16 25 6 35 205 8×M16
(5/8)〃 〃 〃 〃 〃 610 290 20 16 25 6 35 205 8×M16
(5/8)〃 〃 〃 〃 254 455 320 20 16 25 6 35 232 8×M16
(5/8)35 350 54 550 〃 510 320 20 16 25 6 35 232 8×M16
(5/8)〃 〃 〃 〃 〃 610 320 20 16 25 6 35 232 8×M16
(5/8)〃 〃 〃 〃 304.8 510 365 20 16 20 6 29 280 8×M16
(5/8)39 400 59 600 〃 610 365 20 16 25 6 35 280 8×M16
(5/8)〃 〃 〃 〃 〃 760 380 25 19 25 6 35 280 8×M16
(5/8)44 450 69 700 〃 915 380 25 22 25 6 35 280 10×M16
(5/8)39 400 64 650 〃 1.065 380 ※ 25 22 25 6 35 280 10×M16
(5/8)〃 〃 〃 〃 355.4 610 420 25 22 25 6 35 304 10×M16
(5/8)44 450 64 650 〃 760 420 25 22 25 6 35 304 10×M16
(5/8)〃 〃 〃 〃 〃 915 420 ※ 25 22 25 6 35 304 10×M16
(5/8)〃 〃 〃 〃 〃 1.065 440 25 22 25 6 35 304 10×M16
(5/8)49 500 74 750 406.4 1.065 500 32 25 25 6 35 370 10×M20
(3/4)88 900 127 1.300 〃 1.250 500 32 25 25 6 35 370 10×M20
(3/4)〃 〃 〃 〃 508 1.250 600 32 25 25 6 35 480 10×M20
(3/4)118 1.200 147 1.500 注:1. ※標記的數值:將其視為符合標準的數值。
2. V:安裝時的最小厚度(凹型砂輪時,是指安裝部的厚度) - 溝槽式法蘭<
-
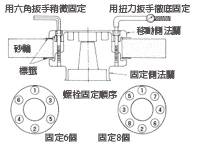
鎖緊法蘭的螺絲方向應與砂輪軸的旋轉方向相反,不可鎖得過緊,並使用扭力扳手。
鎖緊法蘭時,螺帽(或螺栓)的旋轉方向應與砂輪軸的旋轉方向相反。也就是說,面向砂輪時,若其旋轉方向為順時針,使用左旋螺絲;反之,若其旋轉方向為逆時針,則使用右旋螺絲。固定時不要過度用力,參考表 9-10、9-13的鎖緊扭力,並按圖 9-7的順序,使用扭力扳手固定。先稍微固定,最後再徹底固定。圖9-7 套筒式法蘭的固定方法
-
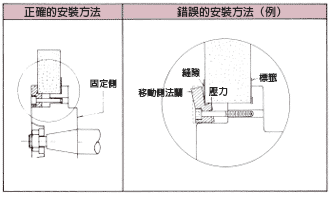
請勿用錯誤的方法安裝法蘭。
錯誤的安裝方法是導致砂輪損壞的原因。請參考圖9-8、圖9-9避免錯誤並使用正確的安裝方法。圖9-8 溝槽式法蘭
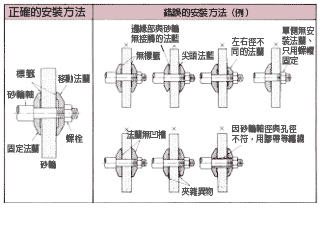
圖9-9 套筒式法蘭
3. 關於砂輪的防護罩・防護工具
-
防止機床或軸承產生振動,並應配備能充分承受住砂輪破損的安全護罩。
砂輪的防護罩被稱為安全護罩,在材質、防護部位、厚度(表9-14)、間隙的調整等方面有詳細的規定。規定防護罩的開口部分應按磨床種類且依據圖 9-10而定。(磨床等構造規格:第21條)圖9-10 砂輪的防護罩
(A)外圓磨床、無心磨床、工具
磨床、萬能磨床及其他類似磨床(B)可攜式砂輪機、懸掛式砂輪機、
小鋼胚、扁鋼胚用磨床及其他類似磨床(C)平面磨床、切割用磨床
及其他類似磨床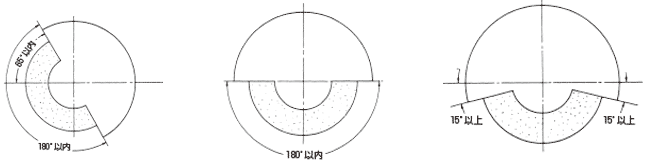
(D)用於去除鑄物飛邊的
桌上型和落地式砂輪機(E)使用砂輪頂部磨削的
桌上型和落地式砂輪機(F)除(D)及(E)以外的
桌上型和落地式砂輪機及其他類似磨床
表9-14 壓延鋼板製的防護罩厚度(除環帶式防護罩)
>砂輪最高
使用周速度
(m/s)砂輪厚度
(mm)砂輪直徑(mm) 150以下 超過 150
305以下超過 305
405以下超過 405
510以下超過 510
610以下超過 610
760以下超過 760
1,250以下A B A B A B A B A B A B A B 33以下 50以下
超過50 100以下
超過100 150以下
超過150 205以下
超過205 305以下
超過305 405以下
超過405 510以下1.6 1.6
1.9 1.6
2.3 1.6
-
-
-
-2.3 1.9
2.3 1.9
3.1 2.7
3.9 3.5
4.5 4.3
-
-3.1 2.3
3.1 2.3
3.9 3.1
5.5 4.5
5.5 4.5
7.0 6.3
-3.9 3.1
4.5 3.9
6.3 3.9
6.3 4.5
6.3 4.5
7.9 6.3
8.7 7.05.5 3.9
6.3 3.9
7.0 4.5
7.0 4.5
7.0 4.5
8.0 6.3
8.7 7.06.3 4.5
7.0 4.5
7.9 5.5
7.9 5.5
7.9 5.5
9.0 6.7
9.5 8.77.9 6.3
8.7 6.3
9.5 7.9
9.5 7.9
9.5 7.9
11.0 8.7
12.7 10.0超過33
50以下50以下
超過50 100以下
超過100 150以下
超過150 205以下
超過205 305以下
超過305 405以下
超過405 510以下2.2 1.6
2.4 1.6
3.2 1.6
-
-
-
-4.2 3.4
4.4 3.8
5.8 4.9
7.0 5.6
8.0 6.9
-
-4.5 3.8
5.4 4.2
6.3 5.4
8.8 7.0
9.3 7.7
10.5 9.4
-5.5 4.4
6.6 5.5
8.3 6.0
9.4 7.0
9.9 7.7
12.0 9.9
13.0 11.06.6 4.9
7.7 5.5
8.8 6.6
10.0 7.0
10.5 7.7
12.5 9.9
13.0 11.07.7 6.0
8.0 6.0
9.0 7.0
10.5 7.8
11.0 8.3
13.6 10.8
14.5 12.710.0 7.7
10.5 7.7
12.0 9.7
13.0 10.0
14.5 11.0
17.0 13.0
19.0 16.0超過50
80以下50以下
超過50 100以下
超過100 150以下
超過150 205以下
超過205 305以下
超過305 405以下
超過405 510以下3.1 1.6
3.1 1.6
4.7 1.6
-
-
-
-7.9 6.3
9.5 7.9
11.0 9.0
12.7 9.5
14.0 11.0
-
-7.9 6.3
9.5 7.9
11.0 9.5
14.0 11.0
15.8 12.7
15.8 14.0
-7.9 6.3
9.5 7.9
11.0 9.5
14.0 11.0
15.8 12.7
19.0 15.8
20.0 17.47.9 6.3
9.5 7.9
11.0 9.5
14.0 11.0
15.8 12.7
19.0 15.8
20.0 17.49.5 7.9
9.5 7.9
11.0 9.5
14.0 11.0
15.8 12.7
20.0 17.4
22.0 19.012.7 9.5
12.7 9.5
17.9 12.0
19.0 12.7
22.0 15.8
26.9 20.0
30.0 23.8(注)A表示防護罩圓周板厚度,B表示防護罩側板厚度。A與B的厚度應大於上表的數值。鑄鐵、可鍛鑄鐵和鑄鋼所製成的防護罩的厚度應大於上表數值與右表中材質對應的係數所相乘的數值。
材料的種類 係數 鑄鐵 4.0 可鍛鑄鐵 2.0 鑄鋼 1.6 -
圖9-11 桌上型砂輪機的工件托板和舌板
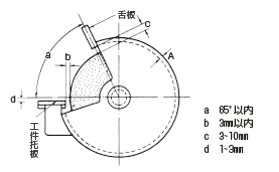
桌上型砂輪機等的工件托板與砂輪的間隙應調整於3mm以內,舌板與砂輪的間隙應調整於3~10mm。
雙邊桌上型砂輪機的工件托板是進行安全作業時不可缺少的設備。為防止工件被夾入砂輪與工件托板之間,應將托架與砂輪主軸中心線的間隙調整於1~3mm之間,並將砂輪與舌板的間隙調整於3~10mm之間。此間隙隨砂輪磨耗需進行調整,但砂輪旋轉時禁止調整工件托板和舌板。 -
圖9-12 擋屑板和防護眼鏡
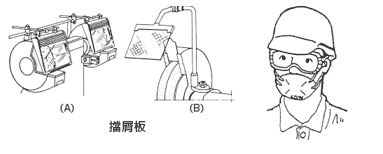
進行磨削作業時,請使用防護眼鏡和防塵裝置。
因磨削過程中經常會發生粉塵飛入作業人員眼睛而造成傷害的情況,為了防止磨削粉塵飛散,應在磨削作業點前方配置安全玻璃或透明塑膠板。此透明塑膠板被稱為「擋屑板」。進行磨削作業時,需使用擋屑板或配戴防護眼鏡。我們建議同時配置擋屑板並配戴防護眼鏡。如果沒有設置擋屑板,請務必配戴防護眼鏡。 -
進行磨削作業時,應採取防塵措施。
長時間吸入砂輪中的氧化鋁、碳化矽的磨粒微粉,會對健康造成傷害。乾式磨削作業時,為避免作業人員吸入有害粉塵,應採取配戴防塵口罩、在產生粉塵的場所配置集塵設備、防止粉塵擴散到作業場所等措施。
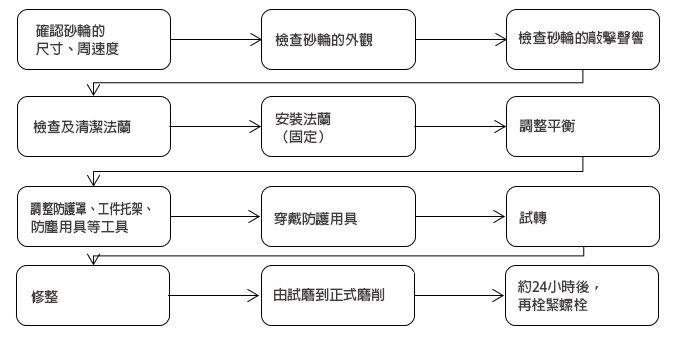
4. 砂輪的安裝與試運轉
-
安裝前應檢查砂輪外觀,確認有無傷痕,以木錘輕敲砂輪整體,並使用發出清脆聲音的砂輪。
請仔細檢查砂輪整體是否有因搬運、保管及其他操作不完善所造成的傷痕或裂紋。另外,以木錘輕敲砂輪端面,並使用發出清脆聲音的砂輪。正常來說陶瓷結合劑砂輪會發出清脆的金屬音,樹脂結合劑砂輪則會發出稍微沉悶的聲音。需要注意的是,帶有濕氣的砂輪會發出混濁的聲音,不但難以發現裂紋,也會造成不平衡。砂輪安裝後,應先試轉3分鐘後才開始作業。由於試轉時危險,請不要站在砂輪的前方。 -
確認砂輪表面是否有異物,並務必在法蘭與砂輪之間放入KGW的標籤。
貼在砂輪上的KGW標籤在設計時已充分考量到紙質、厚度等安全因素。 -
在更換砂輪後及作業開始前應進行試轉。
為確認有無機床振動、異常聲音、砂輪側面跳動等異常現象,在更換砂輪時應試轉(空轉)3分鐘以上、作業開始前應試轉(空轉)1分鐘。如果發現有異常現象(異常聲音等),應立即關閉電源,並詳細檢查砂輪及機床找出其原因。砂輪的安裝與試轉的流程