磨粒
普通磨粒
以前磨削砂輪的切刃是使用天然磨粒和人造磨粒,但現在全部都是使用人造磨粒。
KGW使用的磨粒
| KGW代號 | 用途 | |
|---|---|---|
| 氧化鋁質 Al2O3 |
A、57A | 用於一般鋼鐵材的手持式磨削、未經熱處理鋼材的精密磨削 |
| SHA、68A、ZS、ZF、ZN | 用於手持式磨削 | |
| Z300 | 用於沃斯田鐵系・不鏽鋼(SUS300系)磨削 | |
| STA、76A | 用於不鏽鋼材的手持式磨削 | |
| WA、38A | 用於一般淬火鋼材的精密磨削 | |
| RA、PW、85A、DA、32A、80A | 用於合金鋼、工具鋼、淬火鋼材等難加工材料的精密磨削 | |
| 16A、19A、23A、35A | 用於特殊精密磨削 | |
| SG、SGF、TG | 用於精密磨削 | |
| 碳化矽質 SiC |
C、37C | 用於非鐵、非金屬、鑄鐵磨削 |
| GC、39C | 用於硬質合金磨削 |

A

WA

RA

C

SG
超硬磨粒
鑽石磨粒(DIA)為碳的共價鍵體,是地球上最硬、且具有良好的熱導率的物質。工業用途上幾乎100%使用人造鑽石。
CBN磨粒(立方氮化硼磨粒、Cubic Boron Nitride)為硼和氮所組成的人造物質,具有僅次於鑽石的硬度、熱導率。通常取其英文名稱的首字母,稱為CBN。
| 大分類 | 結合劑 | KGW代號 | 特點 | 特性 |
|---|---|---|---|---|
| DIA | 陶瓷 結合劑 |
SD | 破碎性良好、切削力良好的磨粒 | 努氏硬度=約7000 適用於非鐵・陶瓷等 |
| MD | 具有韌性的強韌磨粒 | |||
| 樹脂結合劑 | SD | 切削力良好的磨粒 | ||
| ASD | 耐久性優於SD的標準型磨粒 | |||
| A3D | 用於陶瓷、金屬陶瓷材料時,切削力良好的磨粒 | |||
| AMD | 強韌且具有耐久性的磨粒,用於硬質合金/鋼(33%以上)同時磨削的效果好 | |||
| 金屬結合劑 | M3D | 切削力良好的磨粒 | ||
| M4D | 具有不規則形狀的強韌磨粒 | |||
| M5D | 強韌的磨粒,用於非金屬材料的磨削中耐久性良好 | |||
| 電鍍 | PD | 切削力良好的標準型磨粒 | ||
| 單層金屬 (單層釺焊) |
MD | 切削力良好的磨粒 | ||
| M4D | 具有不規則形狀的強韌磨粒 | |||
| M5D | 強韌的磨粒,用於非金屬材料的磨削中耐久性良好 |
| 大分類 | 結合劑 | KGW代號 | 特點 | 特性 |
|---|---|---|---|---|
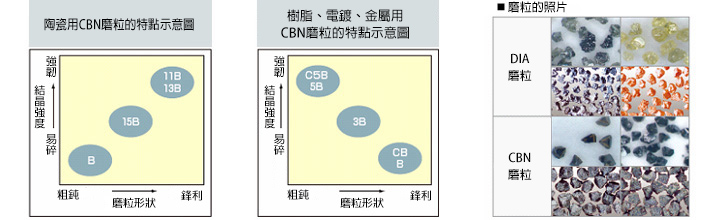
| CBN | 陶瓷 結合劑 |
B | 具有破碎性的磨粒 | 努氏硬度=約4700 適用於鐵系 |
| 11B | 切削力良好、耐久性良好,具有從劈開面破碎的特點的磨粒 | |||
| 13B | 切削力良好、耐久性良好,具有從劈開面破碎的特點的磨粒 | |||
| 15B | 熱穩定性良好、強韌且耐磨耗性良好的磨粒 | |||
| 樹脂結合劑 | B | 切削力良好的磨 | ||
| CB | 耐久性優於B的標準型磨粒 | |||
| C5B | 強韌且具有耐久性的磨粒,用於重負荷磨削的效果好 | |||
| 電鍍 | B | 切削力良好的磨粒 | ||
| 3B | 耐久性優於B的標準型磨粒 | |||
| 單層金屬 (單層釺焊) |
B | 切削力良好的磨粒 | ||
| 5B | 強韌且具有耐久性的磨粒,用於重負荷磨削的效果好 |